การวิเคราะห์คุณค่า (Value Analysis: VA)
การวิเคราะห์คุณค่า
คือ กิจกรรมการศึกษาและวิเคราะห์เพื่อให้บรรลุผลถึงฟังก์ชั่นหน้าที่สำคัญที่แท้จริงของวัตถุดิบ,
ชิ้นส่วน หรือผลิตภัณฑ์ เพื่อช่วยให้ต้นทุนตลอดอายุการใช้งานน้อยที่สุด เมื่อลูกค้าพิจารณาเปรียบเทียบความต้องการผลิตภัณฑ์และราคาแล้วรู้สึกพึงพอใจ
จะทำให้สามารถตัดสินใจซื้อได้ง่ายขึ้น ดังนั้นวิศวกรและทีมงานต้องทุ่มเทองค์ความรู้,
ความสามารถ, ความชำนาญ และความพยายามสำหรับการวิเคราะห์และค้นคว้าวิจัยฟังก์ชั่นหน้าที่การทำงานของผลิตภัณฑ์อย่างเป็นระบบ
การวิเคราะห์หน้าที่งาน (Function Analysis) เป็นกระบวนการศึกษาและวิเคราะห์ฟังก์ชั่นหน้าที่พื้นฐาน
(Basic function) และฟังก์ชั่นหน้าที่รอง (Supporting function) เพื่อตัดสินใจปรับลดหรือยกเลิกฟังก์ชั่นที่ไม่จำเป็นเพื่อลดต้นทุน
เช่น โทรทัศน์บางยี่ห้อที่มีราคาต่ำเนื่องจากการลดมาตรฐานของโครงพลาสติกให้บางลง, ยกเลิกฟังก์ชั่นการใช้งานอื่นที่ไม่จำเป็น
หรือปรับลดรูปแบบความสวยงาม
หลักการพื้นฐานของกิจกรรม VA
1.
ต้องเข้าใจความต้องการของลูกค้า
“วิศวกรและทีมงาน VA ต้องทำความเข้าใจวัตถุประสงค์หลักของผลิตภัณฑ์และการบริการ เพื่อสร้างความพึงพอใจให้กับลูกค้า
(Customer Satisfaction) ซึ่งต้องสนองตอบความต้องการและตรงตามความคาดหวังของแต่ละกลุ่มลูกค้าเป้าหมาย”
2.
ต้องตระหนักเรื่องฟังก์ชั่นหน้าที่
“วิศวกรและทีมงาน VA ต้องศึกษา, คิดค้น และสร้างสรรค์ผลิตภัณฑ์และการบริการให้เหมาะสมเพียงพอต่อการตอบสนองความต้องการของลูกค้า
โดยให้ความสำคัญกับฟังก์ชั่นหน้าที่ตามที่ลูกค้าคาดหวัง”
3.
ต้องสร้างทีมงานที่แข็งแกร่ง
“วิศวกรและทีมงาน VA ต้องรวบรวมผู้รู้หรือผู้เชี่ยวชาญแต่หน่วยงานที่มีส่วนเกี่ยวข้องมาทำงานร่วมกัน
และเชื่อมั่นว่ายังมีวิธีการที่ดีกว่าเสมอ โดยการท้าทายต่อการเปลี่ยนแปลง
ดังนั้นจึงต้องกล้าคิด และกล้าทำด้วยกลวิธีที่ประสานองค์ความรู้, แนวคิด
หรือความคิดเห็นร่วมกัน”
4.
ต้องตระหนักเรื่องราคา,
คุณภาพ และการส่งมอบ
“วิศวกรและทีมงาน VA ต้องมุ่งเน้นการควบคุมต้นทุนและราคาให้ต่ำที่สุด
แต่รักษาระดับคุณภาพที่ดีที่สุด และสามารถส่งมอบได้รวดเร็วทันต่อความต้องการของลูกค้า
เพื่อสร้างความเป็นผู้นำ และเพิ่มความพึงพอใจให้กับลูกค้า”
5.
ต้องมีการตรวจสอบ
“วิศวกรและทีมงาน VA ต้องติดตาม, ตรวจสอบ และประเมินผลความสำเร็จของการดำเนินการ
4 ข้อข้างต้นอย่างสม่ำเสมอ”
วิธีการยกระดับคุณค่า
การยกระดับคุณค่า
คือ การปรับปรุงหรือปรับเปลี่ยนฟังก์ชั่นหน้าที่ (Function) และต้นทุน (Cost) เพื่อเพิ่มคุณค่า
(Value) ให้มากขึ้น
การเพิ่มฟังก์ชั่นหน้าที่และลดต้นทุนเป็นตัวสะท้อนให้เห็นถึงการเพิ่มคุณค่าที่สามารถสร้างความพึงพอใจให้กับลูกค้าได้ (ความพึงพอใจของลูกค้าแปรผันตามคุณค่าที่ลูกค้ารับรู้) จะพบว่าสมการคุณค่า
คือ
Value = Function / Cost
คุณค่า (Value) เป็นมุมมองของลูกค้าที่เป็นผลสะท้อนของผลิตภัณฑ์และบริการ
โดยพบว่ามีค่าความแตกต่างกันในแต่ละบุคคลขึ้นอยู่กับความพึงพอใจ, ความคาดหวัง
หรือความต้องการ
ฟังก์ชั่นหน้าที่ (Function) ประกอบด้วยประโยชน์การใช้งาน,
สมรรถนะ, รูปลักษณ์, อายุการใช้งาน, ความปลอดภัย หรือความภูมิใจในการครอบครอง โดยลูกค้าจะมีมุมมองต่อฟังก์ชั่นหน้าที่ที่แตกต่างกันตามความต้องการของแต่ละบุคคล
ต้นทุน
(Cost) คือ ค่าใช้จ่ายสำหรับวัตถุดิบ, ชิ้นส่วน,
กระบวนการผลิต, การบริหารจัดการ หรือค่าการตลาดที่มีอิทธิพลต่อต้นทุนและระดับราคาของผลิตภัณฑ์และบริการ
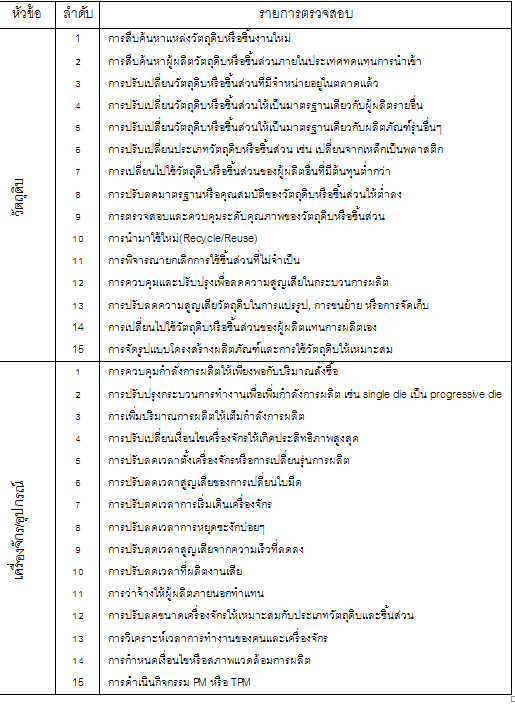
วิธีการเพิ่มคุณค่าสามารถทำได้โดยการปรับเปลี่ยนฟังก์ชั่นหน้าที่หรือต้นทุน
ซึ่งมีรายละเอียดตามตารางที่ 15

การปรับปรุงคุณค่าควรสร้างทัศนคติที่ว่า “การปฏิบัติงานทุกอย่างเป็นเพียงสิ่งชั่วคราว” เพราะว่ายังมีสิ่งที่ดีกว่ารออยู่ข้างหน้าอยู่เสมอ จึงจำเป็นต้องค้นหาและวิเคราะห์วิธีการดังกล่าวอย่างต่อเนื่องซึ่งจะทำให้การดำเนินกิจกรรม VA ประสบผลสำเร็จ
แนวคิดการดำเนินกิจกรรม VA
การดำเนินกิจกรรม VA ควรจะพิจารณาขอบเขตหรือประเภทของผลิตภัณฑ์ที่ต้องการทำโครงการปรับปรุงคุณค่า ซึ่งสามารถแบ่งได้เป็นสองกลุ่ม คือ
1. ผลิตภัณฑ์ที่ขายในท้องตลาด การพัฒนาผลิตภัณฑ์กลุ่มนี้ควรเน้นที่การปรับเปลี่ยนวัตถุดิบเพื่อลดต้นทุน และปรับปรุงฟังก์ชั่นหน้าที่รองเพื่อตอบสนองกลุ่มลูกค้าให้หลากหลายขึ้น
2. ผลิตภัณฑ์ใหม่ การพัฒนาผลิตภัณฑ์กลุ่มนี้ควรเน้นที่การสร้างนวัตกรรมที่แปลกใหม่ โดยการปรับรื้อรูปแบบผลิตภัณฑ์แบบเก่าและสนองความต้องการของลูกค้าที่แตกต่างออกไป
วิธีการดำเนินกิจกรรม VA ให้สอดคล้องกับผลิตภัณฑ์ที่ขายในท้องตลาดและผลิตภัณฑ์ใหม่ แสดงไว้ในตารางที่ 16

ขั้นตอนการทำกิจกรรม VA
ขั้นตอนการทำกิจกรรม VA ควรประกอบด้วยการวางแผนการดำเนินงาน, การดำเนินกิจกรรม VA และการดำเนินการเปลี่ยนแปลงที่มีรายละเอียดวิธีการตามตารางที่ 17

สิ่งสำคัญประการหนึ่งของการดำเนินกิจกรรม VA คือ การวิเคราะห์โครงสร้างต้นทุนผลิตภัณฑ์ซึ่งเป็นการศึกษาต้นทุนแต่ละชิ้นส่วน เพื่อวิเคราะห์องค์ประกอบของต้นทุนว่ามีชิ้นส่วนหรือค่าใช้จ่ายของกระบวนผลิตใดที่เกินความจำเป็น การแยกย่อยรายละเอียดต้นทุนจะทำให้สามารถเรียนรู้และค้นพบวิธีการปรับลดต้นทุน การวิเคราะห์จึงจำเป็นต้องอาศัยประสบการณ์, แหล่งข้อมูล และเครื่องมือต่างๆเพื่อให้การปรับลดต้นทุนบรรลุเป้าหมายได้
การวิเคราะห์โครงสร้างต้นทุนควรเริ่มต้นด้วยการวิเคราะห์โครงสร้างราคาขายผลิตภัณฑ์อย่างง่าย ซึ่งประกอบด้วย
1. ต้นทุนวัตถุดิบ (Material cost)
2. ต้นทุนการผลิต (Process cost)
3. ค่าใช้จ่ายด้านการบริหาร (Administration cost)
4. กำไรที่คาดหวัง (Expected profit)
หรือ สรุปเป็นสมการราคาขาย ได้ดังนี้
ราคาขาย = ต้นทุนวัตถุดิบ + ต้นทุนการผลิต + ค่าใช้จ่ายด้านการบริหาร + กำไรที่คาดหวัง
วิธีการปรับลดต้นทุนด้วยกิจกรรม VA
การปรับลดต้นทุนสามารถทำได้โดยการพิจารณาโครงสร้างราคาของผลิตภัณฑ์ แล้วทำการปรับลดต้นทุนของแต่ละส่วนอย่างจริงจัง ซึ่งสามารถแบ่งเป็นหัวข้อได้ ดังนี้
1. การปรับลดต้นทุนวัตถุดิบ
ต้นทุนวัตถุดิบเป็นต้นทุนหลักของผลิตภัณฑ์ประมาณ 70-80% ดังนั้นการปรับลดต้นทุนส่วนนี้จึงมีผลอย่างมากที่ทำให้ผลิตภัณฑ์ราคาลดต่ำลง การลดต้นทุนวัตถุดิบต้องกำหนดโครงสร้างต้นทุนวัตถุดิบ และต้องปรับปรุงข้อมูลสม่ำเสมอ การรวบรวมแหล่งวัตถุดิบเพื่อให้สะดวกต่อการสืบค้นและเปรียบเทียบราคาสำหรับการสั่งซื้อ รวมทั้งหาแหล่งอื่นเพิ่มเติมอย่างต่อเนื่องเพื่อหาแหล่งวัตถุดิบที่มีต้นทุนต่ำกว่า และต้องกำหนดตรวจสอบคุณสมบัติของวัตถุดิบให้ได้ตามมาตรฐานก่อนการสั่งซื้อ
การปรับลดต้นทุนจะเริ่มต้นที่การปรับลดขนาด (กว้าง, ยาว, สูง หรือหนา) ของวัตถุดิบหรือชิ้นงาน ขั้นตอนนี้ต้องเน้นวิจัยและทดสอบคุณภาพของวัตถุดิบหรือชิ้นงานหลังจากปรับลดขนาดแล้วว่ามีผลต่อผลิตภัณฑ์อย่างไรบ้าง อย่างไรก็ตามเมื่อปรับปรุงได้ระยะหนึ่งจะพบว่าไม่สามารถปรับลดต่อเนื่องได้หรือผลการปรับลดไม่คุ้มค่า
หลังจากนั้นอาจปรับลดคุณสมบัติวัตถุดิบให้มีมาตรฐานที่ต่ำลงเท่ากับความต้องการที่ลูกค้ายอมรับได้ และท้ายที่สุดแล้วอาจเปลี่ยนประเภทวัตถุดิบเพื่อใช้วัตถุดิบประเภทอื่นที่มีต้นทุนต่ำว่า แล้วก็วนเวียนตามรอบวัฏจักรเดิมข้างต้น
ยกตัวอย่างต้นทุนวัตถุดิบที่ปรับลดต้นทุนจากชิ้นงานโลหะเป็นชิ้นงานพลาสติก พบว่า ต้นทุนวัตถุดิบ เท่ากับ 50 บาท
2. การปรับลดต้นทุนการผลิต
ต้นทุนการผลิตจะแตกต่างกันตามค่าจ้างแรงงานและเทคโนโลยี แต่เมื่อคิดคำนวณแล้วจะอยู่ประมาณ 10-20% ต้นทุนการผลิตนี้จะแบ่งเป็น 2 ประเภทหลัก คือ ต้นทุนการผลิตจากการใช้เครื่องจักร และการผลิตจากการการประกอบด้วยมือ
ต้นทุนการผลิตจากการใช้เครื่องจักร โดยทั่วไปอาจพิจารณาจาก
ต้นทุนเครื่องจักร = อัตราต้นทุนเครื่องจักร x รอบการผลิต
อัตราต้นทุนเครื่องจักร (Machine rate) คือ อัตราต้นทุนของการทำงานของเครื่องจักรต่อหนึ่งหน่วยชั่วโมงประกอบด้วย การคำนวณค่าเสื่อม, ค่าซ่อมบำรุง, ค่าไฟฟ้า, ค่าแรงงาน และค่าใช้จ่ายอื่นๆ ที่ทำให้เครื่องจักรสามารถทำงานเพื่อผลิตชิ้นงานได้อย่างมีคุณภาพ ซึ่งมีหน่วยเป็นบาทต่อชั่วโมง เช่น 1,000 บาทต่อชั่วโมง
รอบการผลิต (Cycle time) คือ เวลาการทำงานของเครื่องจักร 1 รอบที่สามารถผลิตชิ้นงานได้หนึ่งชิ้น มีหน่วยเป็นชั่วโมงต่อหนึ่งชิ้นงาน เช่น 0.0100 ชั่วโมงหรือ 36 วินาทีต่อชิ้นงาน เป็นต้น หากหนึ่งรอบเวลาสามารถผลิตชิ้นงานได้สองชิ้น ค่ารอบเวลาที่แท้จริงต้องหารสอง ดังนั้น
รอบการผลิตแท้จริง = รอบการผลิต / จำนวนชิ้นงานจริงต่อหนึ่งรอบการผลิต
จะได้ว่า ต้นทุนเครื่องจักรของชิ้นงาน เท่ากับ
ต้นทุนเครื่องจักร = 1,000 บาทต่อชั่วโมง x 0.0100 / 2 ชั่วโมงต่อหนึ่งชิ้นงาน
= 5 บาทต่อชิ้น
ดังนั้น ต้นทุนเครื่องจักร มีหน่วยเป็น บาทต่อหนึ่งชิ้นงาน
การปรับปรุงเพื่อลดต้นทุนเครื่องจักรสามารถทำได้ เช่น การเปลี่ยนวิธีการทำงาน, การลดเวลาการเปลี่ยนแม่พิมพ์, การลดขนาดเครื่องจักร (Machine size) ให้เหมาะสม, การเปลี่ยนประเภทวัตถุดิบเพื่อให้กระบวนการผลิตง่ายขึ้น, การเทียบเคียง (Benchmarking) กับบริษัทคู่แข่ง เป็นต้น
สำหรับต้นทุนการผลิตจากการการประกอบด้วยมือ โดยทั่วไปอาจพิจารณาจาก
ต้นทุนแรงงาน = อัตราค่าจ้าง x เวลาแทค์ท
อัตราค่าจ้าง (Wage rate) คือ ค่าใช้จ่ายในการจ้างพนักงานหนึ่งคน ที่รวมค่าใช้จ่ายด้านสวัสดิการ, ค่าชุดยูนิฟอร์ม, ค่ารถบริการ, ค่าอาหาร, และเงินโบนัส มีหน่วยเป็นบาทต่อชั่วโมง เช่น 200 บาทต่อชั่วโมง
เวลาแทค์ท (Tact time) คือ เวลาที่สามารถผลิตชิ้นงานได้หนึ่งชิ้น ซึ่งรวมทั้งเวลาทำงานและเวลารองานของพนักงาน [รายละเอียด: เวลาแทคท์บทที่ 2] อธิบายง่ายๆได้ว่า
Tact time = ชั่วโมงการทำงาน / จำนวนชิ้นงาน
ตัวอย่าง ชั่วโมงการทำงาน = 8 ชั่วโมงต่อวัน, จำนวนงาน = 800 ชิ้นต่อวัน
Tact time = 0.0100 ชั่วโมง หรือ 36 วินาทีต่อชิ้นงาน
จะได้ว่า ต้นทุนแรงงานของชิ้นงาน เท่ากับ
ต้นทุนแรงงาน = 200 บาทต่อชั่วโมง x 0.0100 ชั่วโมงต่อชิ้น
= 2 บาทต่อชิ้น
ดังนั้น ต้นทุนแรงงาน มีหน่วยเป็น บาทต่อหนึ่งชิ้นงาน
การปรับปรุงเพื่อลดต้นทุนเครื่องจักรสามารถทำได้ เช่น การปรับปรุงวิธีการผลิตโดยลดความสูญเปล่า 7 ประการ (7 Wastes), การนำเครื่องจักรที่มีประสิทธิทดแทนการทำงานของพนักงาน, การปรับปรุง Jig / Fixture เพื่อใช้สนับสนุนการผลิต เป็นต้น
จึงสรุปได้ว่า ต้นทุนการผลิตรวม เท่ากับ
ต้นทุนการผลิต = ต้นทุนเครื่องจักร + ต้นทุนแรงงาน
= 5 + 2
= 7 บาทต่อชิ้น
1. การปรับลดค่าใช้จ่ายด้านการบริหาร
ค่าใช้จ่ายด้านการบริหาร คือ ค่าใช้จ่ายในการดำเนินงาน, ค่าจ้างแรงงานทางอ้อม และค่าใช้จ่ายการตลาดเพื่อให้การดำเนินงานเป็นไปได้อย่างราบรื่นและได้รับผลกำไรกลับคืนมา โดยทั่วไปแล้ว ค่าใช้จ่ายนี้จะอยู่ประมาณ 5-10% การกำหนดค่าใช้จ่ายนี้อาจพิจารณาเป็นเปอร์เซ็นต์ของต้นทุนวัตถุดิบและต้นทุนการผลิต เช่น อัตราค่าใช้จ่ายการบริหาร เท่ากับ 5% จะพบว่า
ค่าใช้จ่ายด้านการบริหาร = (ต้นทุนวัตถุดิบ + ต้นทุนการผลิต) x อัตราค่าใช้จ่าย
= (50 + 7) x 0.05
= 2.85 บาทต่อชิ้น
2. ผลกำไรที่คาดหวัง
การพิจารณากำไรที่คาดหวังจะมากหรือน้อยขึ้นอยู่กับประเภทของผลิตภัณฑ์, อัตราดอกเบี้ยเงินฝาก, ความล้ำสมัยของผลิตภัณฑ์, เทคโนโลยีการผลิต เป็นต้น การกำหนดผลกำไรที่คาดหวังอาจพิจารณาเป็นเป็นเปอร์เซ็นต์ของต้นทุนการผลิตและค่าใช้จ่ายด้านการบริหาร เช่น อัตราผลกำไร เท่ากับ 10% จะพบว่า
กำไร = (ต้นทุนวัตถุดิบ + ต้นทุนการผลิต + ค่าใช้จ่ายด้านการบริหาร) x อัตรากำไร
= (50 + 7 + 2.85) x 0.10
= 5.985 บาทต่อหนึ่งชิ้นงาน
ดังนั้น ราคาผลิตภัณฑ์ เท่ากับ
ราคาผลิตภัณฑ์ = ต้นทุนวัตถุดิบ + ต้นทุนการผลิต + ค่าใช้จ่ายด้านการบริหาร + กำไร
= 50 + 7 + 2.85 + 5.985
= 65.835 บาทต่อชิ้น

มาตรวัดความพึงพอใจ
เมื่อวิเคราะห์คุณค่าแล้วต้องทำการตรวจสอบความพึงพอใจหรือความสำเร็จของดำเนินโครงการ โดยการพิจารณาสมการความพึงพอใจ ดังนี้
ความพึงพอใจ = ผลที่ได้รับ / ทรัพยากรที่ใช้
การวัดความพึงพอใจของการปรับปรุงคุณค่าในมุมมองของกิจกรรม VA ต้องตรวจวัดผลที่ได้รับ (เช่น ปริมาณการขาย, ส่วนแบ่งการตลาดหรือผลกำไร) และทรัพยากรที่ใช้ (ค่าใช้จ่าย, เวลาหรือพนักงาน)
หากค่าความพึงพอใจมากกว่า 100 แสดงว่าการดำเนินกิจกรรม VA ประสบผลสำเร็จเพราะผลที่ได้รับเพิ่มขึ้นมากกว่าทรัพยากรที่ใช้ แต่หากน้อยกว่า 100 แสดงว่าประสบความล้มเหลวเพราะได้ใช้ทรัพยากรมากว่าผลที่ได้รับ หากเท่ากับ 100 แสดงว่าผลที่ได้รับเท่ากับทรัพยากรที่ใช้ แต่ทีมงานได้รับประสบการณ์และความชำนาญเพิ่มขึ้นซึ่งจะเป็นผลดีต่อการดำเนินกิจกรรมในครั้งต่อไป
วิศวกรรมคุณค่า (Value Engineering)
วิศวกรรมคุณค่าเป็นการวิเคราะห์ฟังก์ชั่นหน้าที่ (Function) ของวัตถุดิบ, ชิ้นส่วน, ผลิตภัณฑ์, เครื่องจักร, ระบบ, โครงการ, สาธารณูปโภค และอื่นๆ เพื่อปรับปรุงคุณภาพ, ต้นทุน, ความปลอดภัย, หรือความน่าเชื่อถือ โดยพิจารณาความคุ้มค่าของต้นทุนควบคู่กันไป ซึ่งมีหลักการเหมือนการวิเคราะห์คุณค่านั้นเอง
วิศวกรรมคุณค่าได้รับการพัฒนาโดยบริษัทเยนเนอรัล อีเล็คทริค (General Electric: GE) ซึ่งครั้งแรกจะเรียกว่าการวิเคราะห์คุณค่า (Value analysis) แต่เมื่อได้รับการปรับปรุงเทคนิคเพิ่มเติมก็เปลี่ยนชื่อเป็นวิศวกรรมคุณค่า (Value engineering) ดังนั้น VA หรือ VE ในความหมายเชิงเทคนิคแล้วเป็นตัวเดียวกัน บางครั้งจะเรียกเป็นชื่อเดียวกันว่า VA/VE
การออกแบบที่ดีควรให้ง่ายต่อการผลิต, ประกอบ, ตรวจสอบ และมีความคุ้มค่าต่อการลงทุน หากการออกแบบมีความยุ่งยากซับซ้อน อาจส่งผลให้เกิดความลำบากและเกิดความสูญเปล่าในกระบวนการผลิต, ประกอบ และตรวจสอบ ทำให้สูญเสียทรัพยากรในการปรับปรุงแก้ไขแบบผลิตภัณฑ์ มีผลให้เวลาการพัฒนาผลิตภัณฑ์ล่าช้าออกไปและมีผลกระทบให้เกิดค่าใช้จ่ายแฝงที่เปล่าประโยชน์ได้
แนวคิดพื้นฐานที่ช่วยในการออกแบบเพื่อการผลิต (Design for manufacture: DFM) ให้พิจารณาหัวข้อต่อไปนี้
1. ออกแบบให้มีชิ้นส่วนน้อยที่สุด เพื่อลดเวลาการทำงาน
2. ออกแบบให้ชิ้นส่วนสามารถใช้ร่วมกันได้กับหลายผลิตภัณฑ์หรือหลากหลายรุ่น
3. ออกแบบให้ชิ้นส่วนสามารถทำงานมีขั้นตอนเดียว, หลีกเลี่ยงการปรับ, ไข หรือหมุนชิ้นส่วน
4. ออกแบบให้ชิ้นส่วนสามารถขนย้ายหรือขนถ่ายได้ง่ายและน้อยครั้ง
5. ออกแบบให้ใช้ชิ้นส่วนกับกระบวนการที่พนักงานคุ้นเคย หรือง่ายต่อการเรียนรู้
6. พิจารณาใช้ชิ้นส่วนที่เป็นชิ้นส่วนทั่วไป (Common part) ที่มีใช้หรือจำหน่ายทั่วไป
7. พัฒนาชิ้นส่วนให้ง่ายต่อการผลิตและการประกอบ
8. พัฒนาชิ้นส่วนให้มีความสะดวกต่อการประกอบ และไม่ก่อให้เกิดความผิดพลาด
9. พัฒนาชิ้นส่วนให้ใช้อุปกรณ์หรือเครื่องมือช่วยในการทำงานน้อยที่สุด
10. พัฒนาชิ้นงานให้เป็นหมวดหมู่เพื่อสะดวกต่อปรับปรุงในอนาคต
11. วิเคราะห์โอกาสความผิดพลาดหรือความสูญเปล่าในกระบวนการทำงาน
12. ประเมินคุณค่าของชิ้นส่วนให้คุ้มค่าก่อนการปรับปรุงพัฒนา
การออกแบบผลิตภัณฑ์เป็นกระบวนการที่นำเอาความคาดหวังของลูกค้า หรือการวิจัยและพัฒนา (R&D), มาแปรเปลี่ยนเป็นผลิตภัณฑ์ โดยผ่านกระบวนการศึกษาความเป็นไปได้ด้านต่างๆ เช่น ต้นทุน, กระบวนการผลิต, ความสามารถของผู้ผลิต, ความสามารถทางการแข่งขัน เป็นต้น แล้วจึงออกแบบผลิตภัณฑ์ต้นแบบเพื่อศึกษาความเป็นไปได้ก่อนการผลิตจริง ซึ่งมีขั้นตอนตามรูปที่ 45

หลังจากออกแบบผลิตภัณฑ์แล้วควรมีการตรวจสอบและประเมินคุณภาพการออกแบบ ซึ่งควรตรวจสอบในหัวข้อต่อไปนี้
1. คุณภาพการใช้งานที่ตอบสนองความคาดหวังของลูกค้า (รายละเอียด: บทที่ 3 คุณภาพ)
2. ต้นทุนวัตถุดิบที่สามารถแข่งขันด้านราคาได้
3. ความง่ายในการผลิตหรือประกอบ
4. ปริมาณชิ้นงานที่ใช้ไม่ควรมากเกินไป
5. ชิ้นงานเป็นของที่หาได้ง่าย ที่เรียกว่าเป็น ชิ้นงานทั่วไป (Common part)
6. แบบผลิตภัณฑ์หรือชิ้นส่วนไม่ควรมีการเปลี่ยนแปลงบ่อยครั้ง
7. ความรวดเร็วในการพัฒนาการออกแบบที่ไม่ควรมีความยุ่งยาก
กิจกรรมการปรับปรุง (Improvement activities)
การปรับปรุงเป็นกลไกที่จะนำองค์กรไปสู่สิ่งที่ดีกว่า กิจกรรมการปรับปรุงจึงเป็นเสมือนเครื่องมือใสการพัฒนาองค์กรให้เจริญก้าวหน้าอย่างมีระบบ กิจกรรมการปรับปรุงที่สำคัญประกอบด้วย
5ส. (5S)
5ส. คือ พื้นฐานการสร้างความสะอาดเรียบร้อยให้กับองค์กร ทั้งที่เป็นธุรกิจการผลิต, ธุรกิจการบริการ หรือการดูแลรักษาบ้านเรือน เพราะ 5ส เป็นแนวคิดในการจัดแยกจัดเก็บ, ตรวจสอบดูแลรักษาความสะอาด และการถือปฏิบัติอย่างต่อเนื่อง ที่ก่อให้เกิดความเป็นระเบียบเรียบร้อยสวยงาม
5ส. ประกอบด้วย
1. สะสาง (Seiri) คือ การจัดแยกของที่จำเป็นและไม่จำเป็นออกจากกันแล้วนำสิ่งของที่ไม่จำเป็นออกไปจัดเก็บนอกพื้นที่ทำงานหรือกำจัดทิ้งไปเพื่อลดต้นทุนการเก็บรักษา องค์กรควรสร้างจิตสำนึกอย่างทั่วถึง
2. สะดวก (Seiton) คือ การวางเรียงสิ่งของที่จำเป็นต้องใช้ให้เป็นระเบียบเป็นหมวดหมู่เพื่อให้ง่ายต่อการหยิบไปใช้ การจัดทำป้าย, สัญลักษณ์ หรือสีจะทำให้มองเห็นและบ่งชี้ตำแหน่งจัดวางได้ง่ายขึ้น เมื่อนำสิ่งของไปใช้เสร็จแล้วควรส่งกลับคืนที่เดิม และสิ่งของที่ใช้เป็นประจำหรือบ่อยครั้งควรวางไว้ใกล้ตัวที่สามารถเอื้อมหยิบได้ง่าย
3. สะอาด (Seisou) คือ การทำความสะอาด, ตรวจสอบพื้นที่ทำงาน, เครื่องจักรอุปกรณ์หรือโต๊ะทำงานเพื่อกำจัดความสกปรกและข้อบกพร่อง ซึ่งเป็นดูแลรักษาที่ยืดอายุการใช้งานสิ่งของเหล่านั้น
4. สุขลักษณะ (Seiketsu) คือ การตรวจสอบและดูแลรักษาสถานที่ทำงานให้สะอาดและปลอดภัยทำให้เกิดสุขอนามัยที่ดีและมีความสุขในการทำงาน ซึ่งเกิดจากการดำเนินกิจกรรม 3ส อย่างต่อเนื่องและปรับปรุงให้ดีขึ้นเรื่อยๆ
5. สร้างนิสัย (Shitsuke) คือ การดำเนินการทั้งสี่ข้อข้างต้นอย่างสม่ำเสมอจนเคยชิน และก่อให้เกิดระเบียบวินัยในการทำงาน
สำหรับสังคมไทยก็มีเรื่อง 5ส มานานแล้ว ซึ่งทุกคนคงเคยได้ยินที่ว่า “หยิบก็ง่าย หายก็รู้ ดูก็งามตา” ซึ่งสามารถเทียบเคียงได้ดังนี้
หยิบก็ง่าย = สะสาง เพราะการหยิบที่ง่ายเมื่อมีการสะสางจัดวางสิ่งของที่จำเป็นไว้ในตำแหน่งที่เหมาะสม
หายก็รู้ = สะดวก เพราะหากจัดวางสิ่งของให้เป็นที่ถูกตำแหน่ง หากพบว่าสิ่งใดหายไปก็จะรู้และสังเกตเห็นได้ง่าย
ดูก็งามตา = สะอาด เพราะการทำความสะอาดอย่างต่อเนื่องทำให้มองแล้วงามตาสบายตา ซึ่งมีผลให้เกิด “สุขลักษณะ” ที่ดีในการทำงานและเมื่อปฏิบัติอย่างต่อเนื่องจะส่งผลให้เกิด “การสร้างนิสัยที่ดี”
5ส. ถือได้ว่าเป็นพื้นฐานที่สำคัญของการปรับปรุง เพราะการจัดเก็บจัดแยกทำให้สามารถมองเห็นสิ่งที่ผิดปกติที่จะบ่งบอกว่าสิ่งใดควรทำการพัฒนาปรับปรุงให้ดีขึ้น
เมื่อพิจารณาแล้วจะพบว่าการดำเนินกิจกรรม 5ส. มีอิทธิพลทำให้เกิดการเปลี่ยนแปลง 2 ปัจจัยที่สำคัญ คือ
1. ปัจจัยด้านสถานที่และวัตถุอุปกรณ์ เมื่อเราดำเนินกิจกรรมสะสาง, สะดวก และสะอาดแล้วจะมีผลให้สถานที่ทำงาน, เครื่องจักร, เครื่องมืออุปกรณ์, วัตถุสิ่งของ หรือวัสดุต่างๆได้รับการปรับปรุงให้ดีขึ้น
2. ปัจจัยด้านทรัพยากรมนุษย์ เมื่อดำเนินกิจกรรมอย่างต่อเนื่องจะทำให้บุคลากรหรือพนักงานขององค์กรมีความสุข เนื่องจากสถานที่ทำงานสะอาดและปลอดภัย และมีผลต่อเนื่องให้เกิดความมีวินัยทำให้องค์กรและสังคมเจริญก้าวหน้าเพิ่มมากยิ่งขึ้น

จากรูปที่ 46 จะพบว่า 3ส.(สะสาง, สะดวก และสะอาด) เป็นปัจจัยที่ผลักดันให้เกิดความเป็นระเบียบเรียบร้อยสวยงามของสถานที่และวัสดุอุปกรณ์ สำหรับ 2ส.(สุขลักษณะ และสร้างนิสัย) เป็นปัจจัยที่ก่อผลดีกับพนักงานหรือผู้ที่ใช้งาน เพราะทำให้เกิดความสบายกายสุขใจที่ได้อยู่ในสถานที่ที่ได้ดำเนินการ 3ส. อย่างจริงจังและสร้างวินัยที่ดีซึ่งถือได้ว่าเป็นการพัฒนาทรัพยากรมนุษย์ อย่างไรก็ตามการดำเนินกิจกรรม 5ส. ยังสนับสนุนการพัฒนาปรับปรุง หัวข้อต่อไปนี้
1. เพิ่มประสิทธิภาพการทำงาน เพราะช่วยลดเวลาค้นหาหรือเคลื่อนย้ายให้น้อยลง
การดำเนินกิจกรรม 5ส. เป็นการส่งเสริมให้อุปกรณ์สิ่งของและสถานที่ถูกจัดวางอย่างเป็นระเบียบเป็นหมวดหมู่ จะพบว่า
- การจัดเก็บอุปกรณ์สิ่งของเป็นที่เป็นทาง ทำให้การค้นหาและหยิบใช้ได้ง่ายไม่เสียเวลา ซึ่งลดเวลาสูญเปล่าและเป็นการเพิ่มประสิทธิภาพการทำงาน
- การจัดเก็บสิ่งของเป็นระเบียบและมีขอบเขตที่ชัดเจน ทำให้การเคลื่อนย้ายขนถ่ายมีความคล่องตัวไหลรื่นดีขึ้นและไม่สะดุดติดขัดจากสิ่งของที่กีดขวาง
- เมื่อสิ่งของที่ต้องการใช้ไม่อยู่ในตำแหน่งเดิมหรือมีปริมาณลดน้อยลงก็จะรู้ได้ง่าย และสามารถจัดหาจัดเตรียมทดแทนทำให้ไม่เกิดความล่าช้าในการทำงาน
2. เพิ่มคุณภาพ เพราะช่วยลดความผิดพลาดการหยิบใช้วัสดุหรือวัตถุดิบที่ไม่ถูกต้อง
คุณภาพที่ดีเกิดจากการลดความผิดพลาดในกระบวนการทำงาน ซึ่งอาจเกิดจากการวางสิ่งของปะปนกันทำให้นำสิ่งของไปใช้ไม่ตรงตามความต้องการ บางครั้งอาจทำให้วัสดุหรือวัตถุดิบมีคุณภาพต่ำลงเพราะไม่ได้ใช้ของตามลำดับก่อนหลัง
3. ลดต้นทุนผลิตภัณฑ์และบริการ เพราะลดความสูญเสียภายในกระบวนการ
ต้นทุนเป็นสิ่งสำคัญในการสร้างความพึงพอใจให้กับลูกค้า หากต้นทุนต่ำย่อมทำให้ราคาไม่สูงนักมีผลให้การตัดสินใจของลูกค้าง่ายขึ้น ต้นทุนจึงควรเป็นค่าใช้จ่ายที่แท้จริงเท่านั้น ไม่ควรรวมต้นทุนแฝงที่เกิดจากการกำจัดสิ่งของที่เปล่าประโยชน์ หรือสิ่งของล่าสมัยไม่มีคุณภาพ ซึ่งเกิดจากการบริหารวัสดุคงคลังหรือการจัดเก็บไม่เป็นระบบระเบียบ
4. ลดความล่าช้าในการจัดส่ง เพราะลดความระเกะระกะและความสกปรกของสิ่งของ
การจัดส่งเข้าสู่กระบวนการถัดไปหรือลูกค้าจะล่าช้า เมื่อสิ่งของเหล่านั้นไม่ได้กำหนดตำแหน่งที่ชัดเจนหรือการดูแลรักษาไม่ทั่วถึง ทำให้ต้องสูญเสียเวลาการค้นหา, ตรวจสอบ หรือทำความสะอาดก่อนนำส่งต่อไป จึงทำให้ลูกค้าต้องรอและอาจไม่พอใจกับการบริการได้
5. เพิ่มความปลอดภัย เพราะช่วยลดความเสี่ยงของการเกิดอุบัติเหตุ
ความปลอดภัยจะเพิ่มขึ้นเมื่อความเสี่ยงของการเกิดอุบัติเหตุลดน้อยลง ความเสี่ยงลดน้อยลงเพราะสถานที่ทำงานมีสุขลักษณะและพนักงานมีวินัยในการทำงาน
6. สร้างเสริมขวัญกำลังใจ เพราะบรรยากาศการทำงานที่ดี
บรรยากาศการทำงานที่ดีมีผลให้พนักงานอยากมาทำงานและทำงานด้วยความสุข ซึ่งมีผลโดยตรงต่อผลงานที่ดีด้วย บรรยากาศที่ดีเกิดจากสภาพแวดล้อมการทำงานเป็นระเบียบเรียบร้อย และพนักงานมีวินัยซึ่งช่วยลดความขัดแย้งในการทำงาน
7. เพิ่มพื้นที่สำหรับการใช้งาน เพราะจัดเก็บเฉพาะสิ่งของที่จำเป็นเท่านั้น
พื้นที่มีต้นทุนเกิดขึ้นเสมอ เช่น ค่าก่อสร้าง, ค่าเช่า, ค่าดูแลรักษา เป็นต้น การบริหารกิจกรรม 5ส. ที่ดีจะกำจัดสิ่งที่ไม่จำเป็นหรือเกินความจำเป็นออกไปและลดการจัดเก็บสิ่งของที่ซ้ำซ้อนกัน ทำให้เหลือพื้นที่มากขึ้นสำหรับขยายธุรกิจโดยไม่ต้องลงทุนเพิ่ม
8. สร้างเสริมภาพลักษณ์ที่ดี
องค์กรที่การดำเนินกิจกรรม 5ส. อย่างจริงจังจะช่วยเสริมสร้างภาพลักษณ์ที่ดี เมื่อลูกค้าได้พบเห็นจะเกิดความประทับใจและเกิดความเชื่อมั่นกับผลิตภัณฑ์และบริการ
9. พื้นฐานการปรับปรุง
5ส ถือได้ว่าเป็นพื้นฐานการปรับปรุงเพราะการจัดเก็บเครื่องมืออุปกรณ์ หรือเอกสารให้เป็นระบบระเบียบซึ่งจะช่วยเปิดเผยปัญหาที่สะสมภายในกระบวนการได้เป็นอย่างดี
หากองค์กรยังไม่สามารถพัฒนากิจกรรม 5ส ได้นั้นจะทำให้การดำเนินการพัฒนาปรับปรุงกิจกรรมอย่างอื่นได้ยาก เพราะระบบหรือกระบวนการยังไม่เรียบร้อยมีความยุ่งเหยิงซ่อนแฝงอยู่ การพัฒนาจึงควรเริ่มต้นที่การสะสาง, สะดวก และสะอาดเพื่อปรับเปลี่ยนให้องค์กรมีความพร้อมสำหรับการดำเนินกิจกรรมอื่นต่อไป
การวิจัยและพัฒนา (Research and Development: R&D)
การวิจัยและพัฒนาเป็นแนวคิดสำหรับการปรับเปลี่ยนองค์กรด้วยการวิจัยเชิงวิทยาศาสตร์ และการพัฒนาเทคโนโลยีหรือระบบมาประยุกต์ใช้เพื่อสร้างความแตกต่างให้กับธุรกิจ การก้าวขึ้นมาเป็นผู้นำทางการตลาด, นวัตกรรมการผลิต, หรือรูปแบบผลิตภัณฑ์ที่ทันสมัยจำเป็นต้องอาศัยการวิจัยและพัฒนาอย่างเป็นระบบ ด้วยการบริหารทรัพยากรให้เกิดความคุ้มค่า
กระบวนการผลิตการวิจัยเชิงวิทยาศาสตร์ต้องเริ่มต้นด้วยการวิเคราะห์งาน (Job Analysis) โดยมุ่งเน้นถึงการศึกษาหน้าที่การทำงานและความสัมพันธ์เกี่ยวข้องกันของแต่ละหน้าที่งาน แล้วประสานความสัมพันธ์ให้สอดคล้องประสานเป็นระบบงานที่ราบรื่น มีผลให้การดำเนินงานบรรลุผลตามเป้าหมาย ดังนั้นการพัฒนาการออกการทำงาน (Work Design) จึงเป็นสิ่งจำเป็นสำหรับการออกแบบกระบวนการทำงานเพื่อให้เกิดประสิทธิภาพสูงที่สุด และเกิดความสูญเปล่าน้อยที่สุด การออกแบบการทำงานควรพิจารณาหลักการออกแบบโรงงาน (Plant layout), การวิเคราะห์กระบวนการ (Process analysis), หรือ การวิเคราะห์ข้อบกพร่องและผลกระทบ (FMEA)
การออกแบบการผลิต (Production Design) คือ การศึกษา, วิเคราะห์, ออกแบบกระบวนการทั้งหมดที่เกี่ยวข้องเพื่อให้การผลิตมีประสิทธิภาพ ซึ่งอาจรวมถึงการออกแบบกระบวนการผลิต (Process Design) ที่เป็นการจัดการที่มุ่งเน้นการลดปัจจัยนำเข้าให้น้อยที่สุด แต่สามารถเพิ่มปัจจัยนำออกให้มากที่สุด โดยอาจต้องเปลี่ยนแปลงกระบวนการผลิตอย่างต่อเนื่องเพื่อให้ทันต่อเทคโนโลยีการผลิตและความต้องการของลูกค้า รวมทั้งกำหนดเป็นระบบการผลิต (Production System) เพื่อสนับสนุนกระบวนการทำงาน, การจัดวางเครื่องจักรหรือกำลังคน, การไหลของงาน, วิธีการตรวจสอบคุณภาพ, การจัดเก็บจัดวางภาชนะหรือเครื่องมือ, หรือการส่งผ่านข้อมูลให้ประสานสัมพันธ์กัน
ระบบข้อมูล (Information system) ควรเตรียมความพร้อมด้านเครือข่ายคอมพิวเตอร์และระบบฐานข้อมูล เพื่อให้แต่ละหน่วยงานสามารถเข้าถึงข้อมูลได้อย่างสะดวกและรวดเร็ว ส่งผลให้การวิจัยและการพัฒนาดำเนินการได้อย่างต่อเนื่องไม่สะดุดติดขัด และสามารถนำเสนอผลิตภัณฑ์ใหม่ออกสู่ตลาดได้เร็วกว่าคู่แข่ง ซึ่งเป็นการทำการตลาดแบบก้าวหน้าที่สร้างส่วนแบ่งการตลาดอย่างผู้นำตลอดเวลา ข้อมูลจึงเป็นสิ่งสำคัญทางช่วงชิงความเป็นผู้นำ จึงจำเป็นต้องกำหนดมาตรการป้องกันการรั่วไหลของข้อมูล ด้วยการกำหนดผู้ดูแลรับผิดชอบ, ผู้ที่สามารถเข้าสู่ระบบข้อมูล, ช่วงเวลาและขอบเขตของเครือข่ายที่ให้บริการข้อมูล
กิจกรรมการประชุมเป็นกลไกการขับเคลื่อนให้การวิจัยและพัฒนาก้าวไปข้างอย่างรวดเร็ว เพราะจะได้เรียนรู้สถานการณ์การปฏิบัติงานและสถานการณ์การแข่งขันให้ทันท่วงทีต่อการปรับเปลี่ยนแผนการทำงานให้สอดคล้องกัน ด้วยการระดมความคิดในการสร้างสรรค์, ปรับลด, เพิ่มเติม, แก้ไขปัญหาร่วมกัน, วิเคราะห์ตรวจสอบ และกำหนดแผนงานเพื่อให้การทำงานประสบผลสำเร็จที่สามารถสร้างความพึงพอใจให้กับลูกค้าได้สูงสุด
ระบบการผลิตแบบไร้ความสูญเปล่า (Lean manufacturing system)
ระบบการผลิตแบบไร้ความสูญเปล่าเป็นระบบที่ช่วยลดความสูญเปล่าหรือความสูญเสีย และเพิ่มมูลค่า (Value) ให้กับผลิตภัณฑ์และการบริการ เพื่อสร้างความได้เปรียบเชิงการแข่งขันและเป็นวิธีการหนึ่งที่สามารถสร้างผลกำไรได้เป็นอย่างดี ด้วยการปรับปรุงกระบวนการอย่างต่อเนื่องเพื่อลดความสูญเปล่า 7 ประการ (7 Wastes) ที่ประกอบด้วย
1. ความสูญเปล่าจากการผลิตของเสีย (Defects wastes) ของเสียถือได้ว่าเป็นต้นทุนความสูญเปล่าที่มีมูลค่ากระทบโดยตรงต่อผลกำไร ซึ่งเกิดจากการซ่อมแก้ไข (Rework) หรือการกำจัดตัดทิ้ง (Scrap) ทำให้ต้องบริหารจัดการระบบการผลิตเพื่อเพิ่มปริมาณการผลิต, เพิ่มปริมาณวัสดุคงคลัง, ปรับเปลี่ยนแผนการจัดส่ง, หรือปรับปรุงกำลังการผลิตของเครื่องจักร
การปรับปรุงเพื่อลดการผลิตของเสีย เช่น การกำหนดมาตรฐานการผลิต, การสร้างจิตสำนึกด้านคุณภาพด้วยการฝึกอบรมและกำหนดนโยบายคุณภาพ, ระบบป้องกันความผิดพลาด (Poka-yoke), การออกแบบชิ้นส่วนให้ง่ายต่อการผลิตและประกอบ, การบำรุง รักษาทวีผลที่ทุกคนมีส่วนร่วม (TPM), การบริหารคุณภาพทั่วทั้งองค์กร (TQM) เป็นต้น
2. ความสูญเปล่าจากการเก็บวัสดุคงคลัง (Inventory wastes) วัสดุคงคลังถือได้ว่าเป็นต้นเหตุของการปกปิดปัญหาที่ซ่อนอยู่ในกระบวนการ เพราะว่าวัตถุดิบคงคลัง, งานระหว่างผลิต (WIP) และสินค้าคงคลังยังมีเพียงพอต่อการส่งต่อให้กระบวนการถัดไปหรือลูกค้า จึงทำให้ไม่สามารถมองเห็นว่ากระบวนการต้องได้รับการแก้ไข เช่น การใช้พื้นที่จัดเก็บมากเกินไป, การบริหารการผลิตและการสื่อสารมีปัญหา, การจัดซื้อวัตถุดิบล่วงหน้ากว่าที่จำเป็น เป็นต้น
การปรับปรุงการเก็บวัสดุคงคลังสามารถทำได้โดยการควบคุมด้วยการมองเห็น (Visual control), การบริหารวัสดุคงคลังด้วยระบบดึง (Pull system), ระบบเติมเต็ม (Full work), การบริหารวัสดุก่อน-หลัง (FIFO), ระบบกัมบัง, การสั่งซื้อสินค้าภายในประเทศแทนการนำเข้า, การประชุมเพื่อติดตามปริมาณการผลิตและการสั่งซื้อวัตถุดิบ เป็นต้น
3. ความสูญเปล่าจากกระบวนการ (Processing wastes) กระบวนการได้รับการบริหารที่ไม่เหมาะสม เช่น การใช้เครื่องมือราคาแพงสำหรับกระบวนการที่ไม่ยุ่งยาก, การใช้เครื่องจักรไม่เหมาะสมกับขนาดชิ้นงาน, การวางผังการผลิตที่ไม่ไหลรื่นคล่องตัว เป็นต้น
การปรับปรุงกระบวนการจึงเป็นสิ่งจำเป็นเพื่อลดต้นทุนแฝงหรือความสูญเปล่า เช่น การประยุกต์ใช้การผลิตแบบเซลล์, การปรับเปลี่ยนเครื่องจักรให้มีความยืดหยุ่นสำหรับการผลิตได้หลากหลายรุ่น, การปรับลดการปรับแต่งชิ้นงาน เป็นต้น โดยเครื่องมือที่แนะนำเพื่อใช้ในการปรับปรุงกระบวนการ คือ หลักการ ECRS, การวิเคราะห์ 6W 1H, การเปลี่ยนรุ่นด้วยเลขตัวเดี่ยว (Single-digit setup), การผลิตแบบเซลล์ (Cell manufacturing), การออกแบบผังการผลิต (Layout design), การวิเคราะห์คุณค่า (Value analysis), แผนภาพการทำงานของคน-เครื่องจักร (Man-machine chart), การศึกษาเวลา (Time study) เป็นต้น
4. ความสูญเปล่าจากการรอคอย (Waiting wastes) การรอคอยเกิดได้จากการรอชิ้นงานจากกระบวนการก่อนหน้า (เพราะกระบวนการผลิตที่ยาวเกินความจำเป็น, การไหลไม่คล่องตัวมีการวางไว้บนพื้น, ระยะห่างระหว่างขั้นตอนมากเกินไป), การรอของพนักงานขณะเครื่องจักรทำงาน (ไม่ก่อให้เกิดงาน) หรือการรอคอยเมื่อเครื่องจักรเสีย, การรอคอยวัตถุดิบหรือชิ้นงานจากการขนส่งหรือการจัดเก็บ, การรอการตัดสินใจของผู้ที่เกี่ยวข้อง (กระบวนการไม่สามารถดำเนินการได้เองเพราะขาดกลไกหรืออำนาจในการชี้ขาด) ซึ่งก่อให้เกิดต้นทุนเสียโอกาสและเป็นต้นทุนจมที่เกิดจากการหมุนเวียนของงานระหว่างผลิตเป็นเงินทุนล่าช้า
การปรับปรุงเวลาการรอคอยให้น้อยลง เช่น การเชื่อมแต่ละขั้นตอนให้สัมพันธ์กันเป็นไปในทิศทางเดียวกัน (ไม่สลับกันไปมา), การจัดสมดุลการผลิต (Line balancing), การบริหารกำลังคนให้พอเหมาะกับปริมาณการผลิต, การวิเคราะห์กระบวนการ (Process Analysis), แผนภาพการทำงานของคน-เครื่องจักร (Man-machine chart), การออกแบบงาน (Job design) ให้เหมาะสม, การซ่อมบำรุงเชิงป้องกัน (Preventive maintenance) เป็นต้น
5. ความสูญเปล่าจากการเคลื่อนไหว (Motion wastes) การเคลื่อนไหวที่สูญเปล่าเกิดจากการเคลื่อนไหวที่เกินความจำเป็นหรือการเคลื่อนไหวที่เกินกำลัง ซึ่งมีความสัมพันธ์เกี่ยวกับกายรศาสตร์ (Ergonomics), สุขภาพ (Heath) หรือความปลอดภัย (Safety) เช่น การเอื้อม, การก้ม, การยก, การเดิน เป็นต้น ทำให้เกิดความเมื่อยล้า, ความเครียด, อุบัติเหตุ หรือปัญหากล้ามเนื้ออักเสบได้
การปรับปรุงประกอบด้วยการวิเคราะห์การเคลื่อนไหว (Motion analysis), การสร้างจิตสำนึกด้านการเคลื่อนไหว (Motion mind), การออกแบบ Jig/Fixture, การจัดสิ่งแวดล้อมให้เหมาะสม เช่น ความสูงของโต๊ะทำงาน, แสงสว่าง, ระบบถ่ายเทอากาศ เป็นต้น
6. ความสูญเปล่าจากการขนย้าย (Transportation wastes) การขนย้ายเป็นกระบวนการที่ไม่ก่อให้เกิดมูลค่าเพิ่มกับผลิตภัณฑ์และบริการและทำให้เกิดต้นทุนเพิ่ม เพราะเป็นการเพิ่มต้นทุนค่าจ้างพนักงาน, ค่าน้ำมันเชื้อเพลิง, การอุปกรณ์การขนย้าย, หรือค่าซ่อมบำรุง การขนย้ายยังมีผลต่อความเสี่ยงให้เกิดอุบัติเหตุ, การชำรุด, เสียหาย, ตกหล่นของวัตถุดิบ, ชิ้นส่วนหรือผลิตภัณฑ์ได้
การลดความสูญเปล่าควรเริ่มต้นที่การวิเคราะห์กระบวนการ (Process analysis) เพื่อค้นหาการขนย้ายที่ไม่จำเป็น, การวางผังการผลิตให้ขนานเป็นทิศทางเดียวกัน, การศึกษาการขนย้ายที่ซ้ำซ้อน, การปรับเปลี่ยนขั้นตอนที่ขนย้ายบ่อยครั้งให้อยู่ใกล้กัน, หรือการเลือกอุปกรณ์การขนย้ายให้เหมาะสมกับปริมาณและประเภทของวัสดุ
7. ความสูญเปล่าจาการผลิตมากเกินไป (Overproduction wastes) การผลิตมากเกินไปเป็นความสูญเปล่าที่เกิดจากการเร่งการผลิตเพียงขั้นตอนหนึ่งขั้นตอนใด ที่ไม่ได้มองกระบวนการทั้งระบบ ทำให้มีวัสดุมากเกินความต้องการใช้งานซึ่งมีผลให้ต้องใช้พื้นที่มากขึ้น, ผลิตภาพของการผลิตไม่มีประสิทธิภาพ, ซ่อนกลบปัญหาในกระบวนการ, กระบวนการไหลไม่ราบรื่นคล่องตัว,, โอกาสเกิดปัญหาคุณภาพเพิ่มมากขึ้น, และทำให้ต้นทุนเพิ่มมากกว่าความจำเป็น
การปรับลดการผลิตมากเกินไปสามารถดำเนินการได้ด้วยการบริหารแบบ JIT, ระบบการผลิตแบบดึง (Pull system), ระบบกัมบัง, การกำจัดคอขวดของกระบวนการเพื่อให้การผลิตไหลรื่นไม่มีงานระหว่างผลิตคงค้าง, การการจัดสมดุลการผลิต (Line balancing)
นอกจากความสูญเปล่า 7 ประการข้างต้นแล้ว ยังพบว่ามีความสูญเปล่าอื่น ดังนี้
8. ความสูญเปล่าจาการนับ (Counting wastes) การนับถือได้ว่าเป็นความสูญเปล่าที่เกิดขึ้นเมื่อตรวจนับวัตถุดิบ, งานระหว่างผลิต และสินค้าสำเร็จรูป กระบวนการตรวจนับต้องใช้พนักงานและเวลาซึ่งเป็นการปฏิบัติงานที่ไม่ก่อให้เกิดมูลค่าเพิ่ม
การปรับปรุงวิธีการตรวจนับ เช่น การควบคุมด้วยการมองเห็น (Visual control), การกำหนดมาตรฐานการบรรจุ (Packing standard), การกำหนดการ์ดแสดงชื่อและปริมาณของชิ้นงาน เป็นต้น
9. ความสูญเปล่าจากการค้นหา (Searching wastes) การค้นหาชิ้นงาน, เครื่องมือ, อุปกรณ์ หรือปัจจัยการผลิตอื่นๆ ทำให้เกิดความล้าช้าในกระบวนการและมีผลกระทบโดยตรงกับประสิทธิภาพการผลิต
การปรับปรุงเพื่อลดเวลาการค้นห้าควรเริ่มต้นที่การจัดการระบบ 5ส, การควบคุมด้วยการมองเห็น (Visual control), การกำหนดผู้ที่ดูแลรับผิดชอบ, การลงบันทึกการเบิก-จ่ายหรือการยืมสิ่งของ, การกำหนดผังการจัดเก็บสิ่งของและแสดงในบริเวณที่สังเกตเห็นได้ง่าย เป็นต้น
10. ความสูญเปล่าจากการใช้ความรู้ความสามารถพนักงานไม่เต็มที่ (Underutilization wastes) ความสูญเปล่านี้ถือได้ว่ามีความสำคัญมาก เพราะความรู้ความสามารถของพนักงานเป็นสิ่งที่ต้องนำมาใช้ให้ได้อย่างเต็มที่
การปรับปรุงเพื่อนำความรู้ความสามารถของพนักงานมาใช้อย่างเต็มที่ เช่น การกำหนดงานที่ชำนาญเฉพาะด้าน (Job specialization), การกำหนดงานที่ชำนาญหลากหลาย (Job enlargement), การกำหนดงานที่หมุนเวียนแทนกันได้ (Job rotation), กำหนดงานที่เพิ่มพูนความชำนาญ (Job enrichment), การฝึกอบรม, การสร้างระบบแรงจูงใจ เป็นต้น
เมื่อได้ดำเนินการปรับปรุงพัฒนาด้วยระบบการผลิตแบบไร้ความสูญเปล่า จะก่อให้เกิดผลลัพธ์ที่ดีต่อกระบวนการ คือ
1. ของเสียเป็นศูนย์ (Zero defect)
2. วัสดุคงคลังเป็นศูนย์ (Zero inventory)
3. ความล่าช้าเป็นศูนย์ (Zero delay)
4. อุบัติเหตุเป็นศูนย์ (Zero accident)
การปรับปรุงแบบทันเวลา (JIT improvement)
การปรับปรุงแบบทันเวลาเป็นวิธีการปรับปรุงกระบวนการเพื่อลดเวลาการทำงานของกระบวนการและเพิ่มประสิทธิภาพการปฏิบัติงานที่ดีขึ้น ซึ่งมีวิธีการดังนี้
1. ปรับลดเวลาการเปลี่ยนรุ่น, ติดตั้ง หรือปรับแต่งเครื่องด้วยเลขตัวเดียว (Single-digit setup) วิธีการดังกล่าว ประกอบด้วย
1.1 การเตรียมงานล่วงหน้าสำหรับการเปลี่ยนรุ่นขณะที่เครื่องจักรทำงาน ซึ่งเป็นการเตรียมงานที่ไม่ต้องหยุดเครื่องจักร (External setup) และเมื่อหยุดเครื่องจักรแล้วทำการเปลี่ยนรุ่น (Internal setup) ทันทีด้วยความรวดเร็วตามขั้นตอนที่กำหนดไว้
1.2 กำหนดมาตรฐานการเปลี่ยนรุ่น, ติดตั้ง หรือปรับแต่งเครื่องจักรให้ชัดเจน เช่น การกำหนดขนาดแม่พิมพ์, เครื่องมืออุปกรณ์ที่ต้องใช้, จำนวนคนสำหรับการเปลี่ยนรุ่น, ขั้นตอนหรือวิธีการทำงาน เป็นต้น และบริหารให้การเปลี่ยนรุ่นทำคู่ขนานกันไปเพื่อไม่ให้เกิดการรอ เช่น การยึดแคลมป์สี่ด้านควรทำพร้อมกัน แทนการทำที่ละด้านซึ่งจะเสียเวลามากกว่า
1.3 ออกแบบเครื่องมือให้ง่ายต่อการเปลี่ยนรุ่น, ติดตั้ง หรือปรับแต่งเครื่องจักร เช่น จิ๊กสำหรับปรับจัดแนวระดับ, พินล็อคตำแหน่ง, เกลียวล็อคที่ติดกับแม่พิมพ์เพื่อลดเวลาการค้นหาและการใช้เครื่องมือ, ระบบป้อนข้อมูลเพื่อการติดตั้งอัตโนมัติด้วยคอมพิวเตอร์ เป็นต้น
2. ปรับปรุงกระบวนการผลิตแบบเซลล์ (Cellular manufacturing) เป็นการนำเครื่องจักรมาจัดวางเรียงกันเป็นกระบวนการสำหรับผลิตชิ้นงานที่ลักษณะเหมือนกันหรือคล้ายคลึงกัน และบริหารกำลังคนให้เกิดประสิทธิภาพโดยการทำงานหลายขั้นตอนให้แล้วเสร็จ แล้วส่งงานต่อให้กับพนักงานคนถัดไป โดยแต่ละคนทำงานหลายขั้นตอนมากขึ้นเพื่อลดเวลาสูญเปล่าของสมดุลการผลิตและทำให้เวลาการรอคอยงานลดน้อยมาก ซึ่งกระบวนการผลิตที่ได้รับความนิยม คือ u-sharp production ที่มีการจัดกระบวนการผลิตเป็นรูปตัวยู
3. ลดเวลาการผลิต (Processing time) เป็นการปรับปรุงประสิทธิภาพการทำงานของคนและเครื่องจักร เช่น การกำหนดขั้นตอนหรือวิธีการปฏิบัติงาน, การประยุกต์ใช้เครื่องมืออุปกรณ์สำหรับการผลิต, การใช้เครื่องจักรทำการประกอบชิ้นงาน, การนำเทคโนโลยีสารสนเทศเพื่อบริหารกระบวนการ เป็นต้น
4. ปรับปรุงกระบวนการผลิตแบบล้อทเล็ก (Small-lot production) การวางแผนการผลิตด้วยล้อทการผลิตที่มีปริมาณไม่มากนัก จะช่วยลดพื้นที่, เวลา, การขนส่งชิ้นงาน และหากประสบปัญหาคุณภาพก็ง่ายต่อการสกัดกั้นและแก้ไข รวมทั้งลดปริมาณการจัดเก็บชิ้นงานทำให้ต้นทุนการสั่งซื้อวัสดุลดลงด้วย ดังนั้นจึงจำเป็นต้องกำหนดปริมาณการสั่งซื้อและการจ่ายให้ชัดเจน รวมทั้งกำหนดขนาดภาชนะบรรจุให้แน่นอน
5. ลดเวลาการเปลี่ยนรุ่น (Setup time) การเปลี่ยนรุ่นบ่อยครั้งจะมีผลกระทบทำให้ปริมาณการผลิตรวมลดน้อยลง แต่การเปลี่ยนรุ่นบ่อยครั้งจะสามารถตอบสนองความต้องการของลูกค้าได้หลากหลาย ดังนั้นการรวบล้อทการสั่งซื้อจึงเป็นสิ่งจำเป็นซึ่งต้องพิจารณาควบคู่กับต้นทุนการเก็บรักษา
6. ปรับปรุงกระบวนการให้ไหลรื่นคล่องตัว (Smoothing production) คือ การปรับลดปัญหาของกระบวนการที่มีผลกระทบต่อการแกว่งตัวขึ้นลง เช่น การลดคอขวดของกระบวนการผลิต, ความแม่นยำของแผนการผลิตซึ่งทำให้ต้องแทรกรุ่นหรือเพิ่มจำนวนการผลิต, การลดความหลากหลายของรุ่นการผลิต, การลดความสูญเปล่าในกระบวนการผลิต เป็นต้น เพื่อลดหรือขจัดความสูญเปล่า 7 ประการที่อาจจะเกิดขึ้นได้ง่าย
7. ประยุกต์ใช้ระบบการผลิตแบบดึง (Pull production system) หลักการของระบบนี้ คือ พนักงานในกระบวนการจะกลับไปยังกระบวนการก่อนหน้า เพื่อเบิกจ่ายวัสดุตามปริมาณที่ต้องการนำไปใช้จริง เมื่อกระบวนการก่อนหน้าถูกเบิกจ่ายวัสดุออกไปแล้วต้องทำการผลิตทดแทนทันทีและหยุดผลิตทันทีเมื่อได้ปริมาณตามที่ต้องการ ซึ่งปริมาณดังกล่าวนั้นอาจจะไม่ใช่ปริมาณตามแผนที่วางไว้ แต่ควรเป็นปริมาณที่กำหนดขึ้นหน้างานที่อาจเกิดจากความเบี่ยงเบนของกระบวนการผลิต
8. ประยุกต์ใช้ระบบกัมบัง (Kanban system) ซึ่งเป็นระบบการ์ดที่ใช้ควบคู่กับระบบการผลิตแบบดึง ซึ่งกัมบังจะประกอบด้วยชื่อชิ้นงาน, หมายเลขชิ้นงาน, จำนวน, ประเภทภาชนะ, พื้นที่จัดเก็บหรือพื้นที่จ่ายชิ้นงาน, กระบวนการก่อนหน้าและกระบวนการถัดไป เป็นต้น หลักการของระบบกัมบัง คือ ไม่มีกัมบังไม่มีการผลิต (Production kanban) และไม่มีกัมบังไม่มีการเบิกจ่าย (Withdrawal kanban)
9. ประยุกต์ใช้ระบบการบริหารคุณภาพทั่วทั้งองค์กร (Total Quality Management: TQM) เป็นการบริหารคุณภาพที่ทุกหน่วยงานต้องให้ความสำคัญ โดยเฉพาะหน่วยการผลิตที่ต้องกำหนดมาตรฐานการผลิตอย่างถูกต้อง, บริหารระบบการผลิตที่สามารถมองเห็นได้ (Visual control), การปรับปรุงการทำงานอย่างต่อเนื่องโดยกำหนดให้พนักงานมีส่วนเกี่ยวข้อง หรือการผลิตที่ควบคุมด้วยระบบป้องกันความผิดพลาด (Fool-proof system) สำหรับหน่วยงานอื่นต้องคำนึงถึงคุณภาพการทำงานที่อาจส่งผลกระทบต่อความล่าช้าของการผลิต
10. ประยุกต์ใช้ระบบการบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วม (Total Productive Maintenance: TPM) เป็นการป้องกันการเสียของเครื่องจักร (Machine breakdown) โดยการทำการซ่อมบำรุงเชิงป้องกัน (Preventive maintenance) มิเช่นนั้นอาจทำให้การผลิตเกิดความล่าช้า เพราะต้องทำการซ่อมเครื่องจักรในช่วงเวลาทำงาน นอกจากนี้เครื่องจักรควรปรับปรุงให้ง่ายต่อการใช้งาน, เปลี่ยนรุ่น หรือซ่อมบำรุง, ฝึกอบรมพนักงานให้มีความรู้หรือทักษะเกี่ยวกับเครื่องจักรเพื่อสามารถสังเกตความผิดปกติและสามารถแก้ไขเบื้องต้นได้, กำหนดเวลาซ่อมบำรุงเครื่องจักรอย่างต่อเนื่องตลอดอายุการใช้งาน, หรือออกแบบชิ้นส่วนงานให้ง่ายต่อการใช้งานเครื่องจักร
11. ประยุกต์ใช้ระบบการบริหารห่วงโซ่อุปทาน (Supply chain management) วัตถุดิบหรือชิ้นส่วนที่ได้รับจากผู้ผลิตต้องมีคุณภาพดี และมีความน่าเชื่อถือสำหรับกระบวนการผลิตที่จะไม่ส่งผลกระทบต่อความล่าช้าในการผลิตและการจัดส่งสินค้าให้กับลูกค้า ดังนั้น โรงงานหรือคลังสินค้าของผู้ผลิตควรจัดตั้งอยู่บริเวณใกล้เคียง เพื่อให้การขนส่งมีความคล่องตัวและสามารถจัดส่งได้ด้วยปริมาณที่ไม่มากแต่ทำได้บ่อยครั้งขึ้น, กำหนดมาตรฐานภาชนะบรรจุเพื่อให้ง่ายต่อการตรวจนับ, กระจายสินค้าสำเร็จรูปไปสู่ลูกค้าได้มากที่สุดและเร็วที่สุดเพื่อลดพื้นที่การจัดเก็บและการดูแลรักษา
12. การตรวจสอบมาตรฐานการปฏิบัติงานอย่างต่อเนื่อง (Operational inspection) เป็นการตรวจสอบมาตรฐานและคุณภาพของผู้ผลิตและตัวแทนจำหน่าย เพื่อป้องกันและลดปัญหาความหละหลวมหรือความผิดพลาดในการทำงาน
การปรับปรุงแบบทันเวลาเป็นแนวคิดสำหรับลดความสูญเสียหรือความสูญเปล่าของกระบวนการผลิต และเพิ่มความพยายามในการผลักดันงานระหว่างผลิตหรือสินค้าสำเร็จรูปไปยังกระบวนการถัดไปหรือลูกค้าให้เร็วที่สุด โดยความคาดหวังของการปรับปรุงเพื่อให้ลูกค้าได้รับสินค้าอย่างรวดเร็วด้วยต้นทุนที่ต่ำสุด
การบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วม คือ กิจกรรมที่ดำเนินการอย่างเป็นระบบเพื่อลดความสูญเปล่าและความสูญเสียที่เกิดขึ้นในกระบวนการทำงานหรือกระบวนการผลิต ด้วยความร่วมมือและการสนับสนุนจากพนักงานทุกหน่วยงาน โดยมุ่งหวังผลเพื่อเพิ่มประสิทธิภาพโดยรวมขององค์กรให้สูงขึ้น
ผลลัพธ์ของการดำเนินกิจกรรม TPM คือ การลดความสูญเปล่าและความสูญเสียในกระบวนการทำงานหรือกระบวนการผลิต ซึ่งจะส่งผลให้การกระบวนการมีผลิตภาพหรือมีผลผลิตมากขึ้น, เครื่องจักรใช้งานได้อย่างมีประสิทธิภาพสูงที่สุด และส่งผลต่อเนื่องให้คุณภาพของผลิตภัณฑ์ดีขึ้น การเกิดอุบัติเหตุลดลงเนื่องจากสภาพแวดล้อมการทำงานดีขึ้น เช่น เครื่องมืออุปกรณ์ถูกจัดวางอย่างเป็นระเบียบ, ปัญหาน้ำมันหกล้นลงตามพื้นได้รับการแก้ไขปรับปรุงเป็นอย่างดี เป็นต้น เมื่อการดำเนินงานบรรลุผลเป็นรูปธรรมจะทำให้ต้นทุนการผลิตของสินค้าก็ลดต่ำลง, สร้างความสามารถเชิงการแข่งขันและเพิ่มยอดขายสูงขึ้น ผลประกอบการหรือผลกำไรของบริษัทก็สูงขึ้นตามไปด้วย แล้วพนักงานจะได้รับผลตอบแทนจากความร่วมมือร่วมใจในการดำเนินกิจกรรมที่ประกอบด้วยรายได้, โบนัส หรือสวัสดิการต่างๆดีขึ้น พนักงานมีขวัญกำลังในการทำงานเพิ่มมากขึ้น เปรียบเสมือนเป็นตัวเร่งที่ช่วยสนับสนุนกระบวนการปรับปรุงซึ่งจะหมุนวนเป็นรอบวัฏจักรอย่างต่อเนื่อง และสร้างเสริมผลลัพธ์ท้ายที่สุด คือ ความพึ่งพอใจสูงสุดของลูกค้ากับผลิตภัณฑ์ที่มีคุณภาพด้วยราคาที่สมเหตุสมผล
สำหรับตัวอย่างเพิ่มเติมของผลลัพธ์การทำกิจกรรม TPM อธิบายได้ดังนี้
การทำกิจกรรม TPM ทำให้พนักงานสามารถตรวจสอบดูแลรักษา และซ่อมบำรุงเครื่องจักรขั้นพื้นฐานได้ ซึ่งเป็นการป้องกันเครื่องจักรชำรุดเสียหายและสามารถแก้ไขเครื่องจักไรได้โดยไม่ต้องรอช่างเทคนิค ทำให้ระยะเวลาสูญเสียของเครื่องจักรลดน้อยลง
การทำกิจกรรม TPM ทำให้สามารถวางแผนและควบคุมการเปลี่ยนอะไหล่ตามรอบอายุการใช้งาน ซึ่งเป็นการป้องกันการหยุดเครื่องจักรเพื่อเปลี่ยนอะไหล่ขณะทำการผลิต ทำให้ปริมาณการผลิตไม่ได้ตามแผนที่วางไว้ ต้องเพิ่มชั่วโมงการทำงานโดยไม่จำเป็นซึ่งถือได้ว่าเป็นความสูญเสียที่ไม่ควรให้เกิดขึ้น
การทำกิจกรรม TPM ทำให้งานเสียหรือการซ่อมงานมีปริมาณลดน้อยลง เนื่องจากกระบวนการผลิตไหลรื่นอย่างมีประสิทธิภาพและลดการปรับแต่งเครื่องจักรที่บ่อยครั้ง ทำให้สามารถมองเห็นปัญหาของเครื่องจักรหรือกระบวนการได้ง่าย ซึ่งจะช่วยปรับปรุงการดูแลรักษาและซ่อมบำรุงเครื่องจักรอย่างเป็นระบบต่อเนื่อง ประกอบกับมาตรฐานการตรวจสอบคุณภาพที่ดีมากขึ้น
การทำกิจกรรม TPM ทำให้อุบัติเหตุลดต่ำลง เนื่องจากเป็นการลดความบกพร่องของการทำงานของเครื่องจักร และจัดสภาพแวดล้อมการทำงานให้เรียบร้อยปลอดภัย ซึ่งเป็นการกำจัดปัญหาที่ต้นเหตุ การลดอุบัติเหตุจะช่วยลดความต้นทุนแฝง เช่น ค่ารักษาพยาบาล, ค่าเสียโอกาส, ต้นทุนการกำหนดมาตรการป้องกันและอบรมพนักงาน เป็นต้น
จากตัวอย่างผลลัพธ์ของการดำเนินกิจกรรม TPM นั้น จะพบว่าองค์กรสามารถบรรลุเป้าหมาย 3 ประการ ดังนี้
1. เครื่องจักรเสียควรเป็นศูนย์ (Zero breakdown)
2. ของเสียควรเป็นศูนย์ (Zero defect)
3. อุบัติเหตุควรเป็นศูนย์ (Zero accident)
สำหรับกิจกรรมที่สนับสนุนให้เครื่องจักรเสียเป็นศูนย์ควรทำการซ่อมบำรุงเชิงป้องกัน (Preventive maintenance: PM) และการตรวจเช็คอย่างต่อเนื่อง สำหรับกิจกรรมที่สนับสนุนให้ของเสียเป็นศูนย์โดยกำหนดคุณภาพตามความต้องการของลูกค้า (Quality conformity) และบริหารกิจกรรม TQM หรือกิจกรรมกลุ่มย่อยให้มีประสิทธิภาพ และกิจกรรมสนับสนุนการลดอุบัติเหตุควรดำเนินกิจกรรม KYT และสร้างจิตสำนึกด้าน 5ส ให้ทั่วทั้งองค์กร
ประเภทของการซ่อมแซม สามารถแยกได้ดังนี้
1. การซ่อมบำรุงเมื่อเครื่องจักรชำรุดเสียหาย (Breakdown Maintenance: BM)
การซ่อมบำรุงเมื่อเครื่องจักรชำรุดเสียหายหรือการบำรุงรักษาหลังเกิดเหตุขัดข้อง คือ การซ่อมบำรุงเมื่อเครื่องจักรเสียหรือชำรุด หรือหยุดทำงานโดยไม่ได้คาดคิดไว้ก่อน ซึ่งเกิดจากขาดการดูแลรักษาที่เหมาะสม ทำให้สินค้าไม่มีคุณภาพ, ต้นทุนสูงขึ้น และจัดส่งได้ล่าช้า
การซ่อมบำรุงนี้เป็นการซ่อมบำรุงแบบดั้งเดิมตั้งแต่ประมาณปี 1950 คือ เครื่องเสียแล้วจึงเข้าไปซ่อมแซมแก้ไข อย่างไรก็ตามเครื่องจักรมีโอกาสชำรุดเสียหายได้ทุกเมื่อ ถึงแม้ว่าจะได้รับการซ่อมบำรุงเชิงป้องกันเป็นอย่างดี แต่จำเป็นต้องควบคุมความสูญเสียให้น้อยที่สุด
2. การซ่อมบำรุงเชิงป้องกัน (Preventive Maintenance: PM)
การซ่อมบำรุงเชิงป้องกันหรือการบำรุงรักษาเชิงป้องกัน เป็นระบบที่เกิดขึ้นหลังจากการซ่อมบำรุงเมื่อเครื่องจักรชำรุดเสียหายเพื่อสร้างความเชื่อมั่นให้กับเครื่องจักร การดำเนินการจึงทำเพื่อป้องกันไม่ให้เครื่องจักรชำรุดเสียหายและหยุดทำงานโดยไม่คาดคิดไว้ก่อน ควรกำหนดกิจกรรมการตรวจสอบเครื่องจักร, ระบบน้ำมันหรือน้ำมันหล่อลื่น, ระบบไฟฟ้า, การตรวจสอบการสั่นสะเทือน, การทำความสะอาด, การปรับเปลี่ยนอะไหล่ตามระยะเวลา รวมทั้งการปรับแต่งเครื่องจักรให้เหมาะสมกับลักษณะการใช้งาน
3. การซ่อมบำรุงแบบแก้ไขปรับปรุง (Corrective Maintenance: CM)
การซ่อมบำรุงแบบแก้ไขปรับปรุง คือ การบำรุงรักษาเครื่องจักรให้มีระยะเวลาการใช้งานยาวนานขึ้น โดยการขจัดสาเหตุที่ทำให้เครื่องจักรชำรุดเสียหรือหยุดทำงานซึ่งเป็นการปรับปรุงความเชื่อมั่น (Reliability) ของเครื่องจักรให้สูงขึ้นด้วยการออกแบบการซ่อมบำรุงเครื่องจักรที่ง่าย, สะดวก, รวดเร็วขึ้นซึ่งเป็นการปรับปรุงความสามารถในการซ่อมบำรุง (Maintainability) ให้สามารถเข้าไปซ่อมบำรุงเครื่องจักรภายในได้ง่าย ทั้งนี้เพื่อลดเวลาความสูญเสียจากการหยุดเพื่อซ่อมบำรุงและสามารถคาดหวังผลลัพธ์ของประสิทธิภาพและคุณภาพการผลิตที่ดีขึ้น
4. การซ่อมบำรุงแบบทวีผล (Productive Maintenance: PM)
การซ่อมบำรุงแบบทวีผลหรือการซ่อมบำรุงเชิงผลิตภาพ เป็นการซ่อมบำรุงเพื่อเพิ่มปริมาณผลผลิตให้สูงสุดเท่าที่จะเป็นไปได้ โดยการดำเนินกิจกรรมซ่อมบำรุงหลายแบบควบคู่กันไป เช่น Breakdown Maintenance (BM), Preventive Maintenance (PM), Corrective Maintenance (CM) เป็นต้น
5. การป้องกันการซ่อมบำรุง (Maintenance Prevention: MP)
การป้องกันการซ่อมบำรุง คือ กิจกรรมการดำเนินงานเพื่อลดปัญหาและเวลาการซ่อมบำรุงให้น้อยที่สุด หากเป็นไปได้ควรออกแบบให้อายุการใช้งานจริงเท่ากับมาตรฐานที่กำหนดไว้และสามารถกำจัดทิ้งได้เมื่อหมดอายุการใช้งานโดยไม่ต้องซ่อมบำรุง สำหรับวิธีการนั้นจะเริ่มตั้งแต่กระบวนการออกแบบเครื่องจักร, การคัดเลือกวัตถุดิบหรือวัสดุอุปกรณ์, รวมทั้งการกำหนดเทคนิคการผลิตให้เหมาะสม
6. การซ่อมบำรุงตามสภาพของเครื่องจักร (Condition Based Maintenance: CBM)
การซ่อมบำรุงตามสภาพของเครื่องจักร คือ การตรวจสอบความผิดปกติ เช่น อุณหภูมิ, ความดัน, การสั่นสะเทือนของเครื่องจักร, การคลายตัวของน๊อต เป็นต้น ที่ช่วยให้การวางแผนการซ่อมบำรุงและการดูแลรักษาได้ถูกต้องและเป็นการป้องกันการหยุดอย่างฉับพลันทันที
7. การซ่อมบำรุงตามระยะเวลา (Time Based Maintenance: TBM)
การบำรุงรักษาตามระยะเวลา เป็นการกำหนดระยะเวลาที่ควรซ่อมบำรุงหรือดูแลรักษาเครื่องจักร ซึ่งการวางแผนควรแม่นยำถูกต้องเพื่อป้องกันการชำรุดเสียหายและการหยุดชะงักการทำงาน แต่หากทำก่อนเวลาที่เหมาะสมก็จะเป็นความสูญเปล่าและเกิดต้นทุนเพิ่มได้
การซ่อมบำรุงเมื่อเครื่องจักรชำรุดเสียหายถือว่าเป็นการแก้ไขให้ถูกต้อง (Corrective Action) ซึ่งเป็นการซ่อมแซมแก้ไขหรือการปรับเปลี่ยนวิธีการทำงานเพื่อให้เครื่องจักรสามารถทำงานได้ และอาจกำหนดเป็นมาตรฐานหรือเป็นระเบียบวิธีปฏิบัติเพื่อลดปัญหาการเกิดซ้ำ สำหรับการซ่อมบำรุงเชิงป้องกันถือว่าเป็นการป้องกันไม่ให้เกิดปัญหา (Preventive action) ซึ่งต้องกำหนดมาตรการการตรวจสอบเพื่อป้องกันความผิดพลาดหรือความเสียหายที่จะเกิดซ้ำ และมักกำหนดเป็นมาตรการต่อเนื่องจากการแก้ไขให้ถูกต้องแล้วนั่นเอง
ความคาดหวังประการสำคัญของกิจกรรม TPM คือ พนักงานสามารถบำรุงรักษาเครื่องจักรได้ด้วยตนเอง ที่เรียกว่าการซ่อมบำรุงด้วยตนเอง (Autonomous Maintenance) ซึ่งประกอบด้วยการทำความสะอาด, การดูแลรักษาเครื่องจักร, การตรวจสอบอุณหภูมิ, ความดันหรือการสั่นสะเทือน, การหยอดน้ำมัน, การขันน๊อต, การตรวจเช็คและประเมินสถานะของเครื่องจักรตามเอกสารตรวจสอบ แล้วสามารถทำการซ่อมบำรุงเบื้องต้นได้ ซึ่งจะเป็นการยืดอายุการใช้งานหรือเวลาเฉลี่ยระหว่างการเสีย (MTBF)
เทคนิคการสนับสนุนการซ่อมบำรุงด้วยตนเองต้องถ่ายทอดความรู้ความเข้าใจเกี่ยวกับระบบกลไกการทำงานของเครื่องจักรแก่พนักงาน ซึ่งไม่ใช่เรื่องที่ง่ายนักที่จะดำเนินการให้ได้ตามเป้าหมาย อาจพบว่ามีสาเหตุจากความตั้งใจเรียนรู้สิ่งใหม่ที่ค่อนข้างซับซ้อนของพนักงาน, การไม่ยอมถ่ายทอดเทคโนโลยีของผู้ผลิตเอง, หรือการหวาดกลัวว่าพนักงานจะรู้มากเกินไปทำให้มีอำนาจการต่อรองกับองค์กร อย่างไรก็ตามหากการซ่อมบำรุงสามารถทำได้ด้วยพนักงานเองจะส่งผลดีหลายประการ เช่น การลดจำนวนช่างซ่อมบำรุง, การเพิ่มปริมาณการผลิต, พนักงานเกิดความภูมิใจสร้างขวัญกำลังใจที่ดี, ประเทศพัฒนาได้อย่างรวดเร็วเพราะพนักงานมีทักษะความรู้ที่ดี เป็นต้น ความหมายที่ว่าด้วยตนเอง (Autonomous) เป็นการแสดงให้เห็นว่าพนักงานสามารถทำได้ด้วยตัวเอง ไม่ต้องรอการช่วยเหลือของคนอื่น
ในกระบวนการทำงานของเครื่องจักรจะพบเวลาที่เครื่องจักรทำงานและเวลาที่เครื่องจักรเสีย เป็นดัชนีชี้วัดความสำเร็จตัวหนึ่งของการดำเนินกิจกรรม TPM ดังนั้นเวลาเฉลี่ยระหว่างการเสียควรมีค่าสูงและเวลาเฉลี่ยของการซ่อมควรมีค่าต่ำ ซึ่งมีรายละเอียดดังนี้
เวลาเฉลี่ยระหว่างการเสีย (Mean Time Between Failure: MTBF) คือ ระยะเวลาเครื่องจักรทำงานรวมหารด้วยจำนวนครั้งที่เครื่องจักรเสีย เพื่อใช้พยากรณ์การเสียของเครื่องจักรในครั้งต่อไป ซึ่งจะได้จัดเตรียมวิธีการซ่อมบำรุง, เครื่องมืออุปกรณ์, อะไหล่ รวมทั้งช่างเทคนิคหรือวิศวกร เพื่อลดระยะเวลาที่เครื่องจักรหยุดซ่อมและไม่สามารถทำการผลิตได้
MTBF = ระยะเวลาเครื่องจักรทำงานรวม / จำนวนครั้งที่เครื่องจักรเสีย
หากระยะเวลาเฉลี่ยระหว่างการเสียมีค่ามาก แสดงว่า เครื่องจักรได้รับการซ่อมบำรุงและดูแลรักษาเป็นอย่างดีทำให้สามารถผลิตได้อย่างต่อเนื่องส่งผลให้การจัดส่งทันต่อความต้องการ ซึ่งเป็นการลดค่าเสียโอกาสทางการขายได้ แต่ถ้าระยะเวลาเฉลี่ยระหว่างการเสียมีค่าน้อย แสดงว่า การซ่อมบำรุงรักษายังไม่ดีพอจำเป็นต้องเพิ่มมาตรการหรือวิธีการป้องกันต่างๆให้ดียิ่งขึ้น
เวลาเฉลี่ยของการซ่อม (Mean Time To Repair: MTTR) คือ ระยะเวลารวมที่เครื่องจักรเสียหารด้วยจำนวนครั้งที่เครื่องจักรเสีย ซึ่งเป็นการประเมินระยะเวลาซ่อมโดยเฉลี่ยต่อครั้ง เพื่อกำหนดเป็น มาตรฐานในการซ่อมครั้งต่อไป และใช้ข้อมูลอ้างอิงสำหรับการปรับลดเวลาเฉลี่ยของการซ่อม
MTTR = ระยะเวลารวมที่เครื่องจักรเสีย / จำนวนครั้งที่เครื่องจักรเสีย
หกระยะเวลาเฉลี่ยของการซ่อมมีค่ามาก แสดงว่า เครื่องจักรได้รับการซ่อมบำรุงหรือดูแลรักษาไม่ดีเท่าที่ควร ทำให้เครื่องจักรต้องเสียบ่อยครั้งและการเสียแต่ละครั้งต้องใช้เวลานาน ซึ่งคาดเดาได้ว่าอาจเกิดจากการเสียนั้นไม่สามารถซ่อมแก้ได้ง่ายเพราะเป็นปัญหาที่เหนือความคาดหมาย หรือความไม่พร้อมของการจัดเตรียมอะไหล่อย่างเพียงพอ แต่ถ้าระยะเวลาเฉลี่ยของการซ่อมมีค่าน้อย แสดงว่า เครื่องจักรได้รับการวางแผนเพื่อการซ่อมบำรุงหรือดูแลรักษาเป็นอย่างดี
เวลาเฉลี่ยของการซ่อม สามารถใช้ในการคำนวณหาค่าประสิทธิภาพของเครื่องจักร เพื่อประเมินปริมาณการผลิตที่สามารถทำได้ ภายใต้เงื่อนไขการใช้งานเครื่องจักร

ตัวอย่าง: บริษัทขึ้นรูปพลาสติกทำงานปีละ 6,000 ชั่วโมงโดยที่เครื่องจักร A สามารถทำงานรวมเท่ากับ 5,000 ชั่วโมงต่อปี และเครื่องจักรเสียรวมทั้งหมด 5 ครั้งต่อปี ให้คำนวณหาค่าประสิทธิภาพของเครื่องจักร
ประสิทธิภาพของเครื่องจักร = 6,000 – (1,000 / 5 x 5) / 6,000
= 83.3%
การกำหนดค่าประสิทธิภาพของเครื่องจักรให้ได้ เช่น เครื่องฉีดพลาสติกมีประสิทธิภาพ 80% จะช่วยให้สามารถเตรียมแผนงานอื่นไว้รองรับ เช่น การปรับปรุงแผนการซ่อมบำรุงเชิงป้องกัน, การปรับปรุงมาตรฐานการซ่อมบำรุง, การนำชิ้นงานไปว่าจ้างผู้ผลิตภายนอก, การเพิ่มจำนวนเครื่องจักร เป็นต้น
เวลาสูญเสียของเครื่องจักร (Machine down time) เป็นเวลาความสูญเสียที่เกิดขึ้นจากเครื่องจักรไม่ได้ทำงาน ซึ่งประกอบด้วย
- ความสูญเสียจากการชำรุดเสียหาย บางครั้งไม่สามารถควบคุมได้หรืออยู่นอกเหนือจากการควบคุม ถึงแม้ว่าจะมีการซ่อมบำรุงเชิงป้องกัน (PM) อย่างดีก็ตาม
- ความสูญเสียจากการปรับแต่ง, เปลี่ยนรุ่น หรือเปลี่ยนแม่พิมพ์ที่จำเป็นต้องใช้เวลา หากมีการปรับเปลี่ยนบ่อยครั้งจะทำให้ประสิทธิภาพเครื่องจักรน้อยต่ำลง
- ความสูญเสียจากการเปลี่ยนอะไหล่ เช่น ใบมีดไม่คม, ท่อจ่ายน้ำชำรุด เป็นต้น ซึ่งเป็นสิ่งที่เกิดขึ้นได้เป็นประจำ จึงต้องประเมินระยะเวลาความต้องการใช้งานของอะไหล่, จัดเตรียมสั่งซื้อไว้ให้พร้อม และแจ้งช่างเทคนิคให้ทราบเพื่อทำการเปลี่ยนทดแทน
- ความสูญเสียจากการเริ่มต้นเดินเครื่องหลังการซ่อมบำรุง, ปรับเปลี่ยนรุ่น หรือเปลี่ยนอะไหล่ซึ่งเป็นช่วงเวลาที่เครื่องกำลังปรับอุณหภูมิ, ความดัน หรือเงื่อนไขอื่นให้คงที่ เพื่อเพิ่มระดับคุณภาพของชิ้นงาน
- ความสูญเสียจากการรอวัตถุดิบ, พนักงาน, คำสั่งผลิต หรือความล่าช้าจากการบริหาร รวมทั้งการทำความสะอาดและการตรวจสอบปรับแต่งเครื่องจักร
ในกระบวนการผลิตจะพบว่าเวลาสูญเสียเป็นสิ่งที่ไม่น่าพึงปรารถนา การลดเวลาสูญเสียให้เป็นศูนย์ก็ไม่ใช่เรื่องที่ทำได้ง่ายนัก แต่หากสามารถควบคุมความสูญเสียให้อยู่ภายในค่าที่ยอมรับได้จะช่วยให้การประเมินปริมาณการผลิตใกล้เคียงความเป็นจริงมากขึ้น
12 ขั้นตอนการดำเนินกิจกรรม TPM เพื่อให้บรรลุเป้าหมายที่กำหนด ประกอบด้วยขั้นตอนการเตรียมการ (Preparation), การดำเนินงาน (Implement) และการสร้างประสิทธิภาพที่แน่นอน (Consolidation) มีรายละเอียดขั้นตอนดังนี้
[ขั้นตอนการเตรียมการ (Preparation)]
1. ผู้บริหารระดับสูงประกาศการดำเนินกิจกรรม TPM (Announcement)
ผู้บริหารต้องชี้แจ้งและแลกเปลี่ยนความคิดเห็นกับผู้จัดการแต่ละหน่วยงาน เพื่อจูงใจให้เล็งเห็นความสำคัญของกิจกรรม TPM แล้วประกาศให้พนักงานรับทราบอย่างทั่วถึงกันโดยเฉพาะการชี้แจ้งถึงผลลัพธ์ที่พนักงานจะได้รับ การประกาศควรเรียกประชุมพนักงานอย่างพร้อมเพรียงกัน และอาจจัดทำหนังสือเวียนหรือจุลสารข่าวสารภายในองค์กรเพื่อเป็นการย้ำความเข้าใจให้ตรงกัน
2. จัดการฝึกอบรมความรู้ด้าน TPM และทำการประชาสัมพันธ์อย่างทั่วถึง (Training and information)
องค์กรต้องส่งเสริมการฝึกอบรมเพิ่มความรู้ความเข้าใจให้กับพนักงานที่เกี่ยวข้องในการดำเนินกิจกรรม TPM และขยายผลให้ทั่วทั้งองค์กร เพื่อสร้างความเข้าใจในทิศทางเดียวกัน, การเล็งเห็นผลดีหรือผลประโยชน์ที่จะได้รับของกิจกรรมนี้, ขั้นตอนการดำเนินกิจกรรมหรือการชี้แนะแนวทางปฏิบัติของพนักงาน บางครั้งอาจจำเป็นต้องเยี่ยมชมงานนอกสถานที่กับองค์กรที่มีความเข้มแข็งด้านการบริหารระบบ TPM
การประชาสัมพันธ์อาจจัดทำจุลสารของกิจกรรม TPM เพื่อถ่ายทอดความรู้ความเข้าใจและชี้แจ้งให้ทราบสถานการณ์การดำเนินงานอย่างต่อเนื่อง โดยพยายามสร้างแนวคิดและทัศนคติที่ดีต่อการปรับเปลี่ยนกระบวนการทำงาน
3. คัดสรรและแต่งตั้งคณะกรรมการส่งเสริมการดำเนินกิจกรรม TPM (TPM organization)
ขั้นตอนนี้ควรกำหนดคณะกรรมการส่งเสริมทุกระดับขั้น ตั้งแต่ระดับองค์กร, ระดับฝ่าย, ระดับแผนก หรือระดับกลุ่มงาน ซึ่งจะทำให้ทุกคนได้ทราบถึงหน้าที่ความรับผิดชอบของตนเองในการผลักดันการดำเนินกิจกรรม
การกำหนดคณะกรรมการส่งเสริมควรทำเป็นผังองค์กร เพื่อให้ง่ายต่อการบริหารหรือการควบคุมการดำเนินกิจกรรม เพราะสามารถมองเห็นความสัมพันธ์ได้อย่างชัดเจนและสามารถชี้แนะหรือกระตุ้นการทำงานของแต่ละหน่วยงานให้บรรลุเป้าหมายได้ง่ายขึ้น
4. กำหนดนโยบายและเป้าหมาย (Policy and goal)
การกำหนดนโยบายเพื่อเป็นแนวทางการตัดสินใจต้องชัดเจนและเข้าใจง่าย สำหรับการกำหนดเป้าหมายควรเป็นสิ่งที่สามารถบรรลุผลได้ โดยอาจกำหนดจากสถานการณ์ปัจจุบันที่ต้องการปรับปรุงเพิ่มขึ้นกี่เปอร์เซ็นต์ หรือเปรียบเทียบกับองค์กรอื่นที่มีลักษณะธุรกิจใกล้เคียงกันหรือองค์กรที่ต้องการวัดรอยเท้า แต่สิ่งที่สำคัญควรพิจารณาความเป็นไปได้ในทางปฏิบัติ, สามารถตรวจติดตามประเมินผลได้ และควรสร้างระบบจูงใจที่มีประสิทธิภาพ
5. กำหนดแผนการดำเนินงานหลัก (Master plan)
การกำหนดแผนต้องสอดคล้องกับนโยบายและเป้าหมาย รวมทั้งกำหนดเงื่อนไของเวลาการดำเนินงานให้แล้วเสร็จ สิ่งสำคัญของขั้นตอนนี้คือการมุ่งเน้นการดำเนินงานเพื่อรองรับเสาหลักทั้งแปดให้เข้มแข็ง
6. ทำพิธีการเปิด (Kick off)
การทำพิธีเปิดการดำเนินกิจกรรมเปรียบเสมือนการสร้างพันธะสัญญาที่แจ้งให้กับลูกค้า, ผู้ผลิต, ตัวแทนจัดจำหน่าย หรือบริษัทในเครือ เพื่อความสะดวกในการขอความร่วมมือให้สามารถดำเนินกิจกรรมบรรลุผลได้อย่างรวดเร็ว
[ขั้นตอนการดำเนินงาน (Implementation)]
7. สร้างระบบและปรับปรุงประสิทธิภาพการผลิต
การปรับปรุงเฉพาะเรื่อง (Focused improvement) [เสาหลักที่ 1]
การปรับปรุงเฉพาะเรื่องซึ่งเป็นหน้าที่ของกลุ่มงานย่อย เป็นการมุ่งเน้นประเด็นปัญหาที่สำคัญเพื่อทำการปรับปรุง ดังนั้นจึงควรสร้างทีมงานที่สามารถซ่อมบำรุงและรักษาดูแล รวมทั้งปรับปรุงปรับเปลี่ยนเครื่องจักรให้มีประสิทธิภาพ บางครั้งอาจกำหนดทีมงานขึ้นมาใหม่เพื่อทำการปรับปรุงโดยเฉพาะซึ่งจะทำให้บรรลุผลได้อย่างรวดเร็ว
การซ่อมบำรุงด้วยตนเอง (Autonomous maintenance) [เสาหลักที่ 2]
การสร้างจิตสำนึกการซ่อมบำรุงด้วยตนเอง และสร้างเสริมระบบการซ่อมบำรุงที่ดีโดยการจูงใจด้วยระบบรางวัล ดังนั้นจึงควรกำหนดผู้ดูแลรับผิดชอบเครื่องจักรที่ชัดเจนเพื่อให้สามารถบริหารและควบคุมได้ง่ายขึ้น
การซ่อมบำรุงตามแผน (Planned maintenance) [เสาหลักที่ 3]
การซ่อมบำรุงตามแผนเป็นการป้องกันการชำรุดเสียหายของเครื่องจักร ด้วยการกำหนดแผนการตรวจเช็ค, บำรุงรักษา, ปรับเปลี่ยน, พัฒนาเครื่องจักรให้มีประสิทธิภาพ และควรกำหนดเป็นแผนระยะสั้นและระยะยาว
การอบรมเพื่อเพิ่มทักษะการทำงานและการซ่อมบำรุง (Operation and maintenance skill training) [เสาหลักที่ 4]
การอบรมเป็นการเพิ่มพูนทักษะแนวลึกให้กับพนักงาน เพิ่มทักษะการทำงานให้มีความถูกต้องและแม่นยำ, สามารถซ่อมบำรุงและดูแลรักษาเครื่องจักรได้เอง, ตรวจสอบอุปกรณ์ของเครื่องจักรก่อนและหลังใช้งานได้, และปรับแต่งเครื่องจักรให้เหมาะสมกับรุ่นการผลิตได้ด้วยตนเองและปรับปรุงประสิทธิภาพการทำงานให้ดียิ่งขึ้น
8. ซ่อมบำรุงตั้งแต่การออกแบบ (Early maintenance) [เสาหลักที่ 5]
การพัฒนา, ผลิต, ปรับเปลี่ยน, แก้ไขเครื่องจักรให้ง่ายต่อการใช้งานและซ่อมบำรุงนั้นต้องเริ่มต้นที่ขั้นตอนการออกแบบ เพราะการออกแบบที่ดีจะช่วยให้ซ่อมบำรุงและดูแลรักษาทำได้สะดวก และสามารถควบคุมหรือปรับเปลี่ยนเครื่องจักรให้มีความยืดหยุ่นเหมาะสำหรับการผลิตแต่ละรุ่น
9. สร้างระบบซ่อมบำรุงเชิงคุณภาพ (Quality maintenance) [เสาหลักที่ 6]
การกำหนดมาตรฐานการซ่อมบำรุงและการดูแลรักษาให้ชัดเจน เพื่อลดปัญหาการเกิดของเสียระหว่างกระบวนการผลิต และรักษาระดับคุณภาพของกระบวนการผลิตให้คงที่
10. ปรับปรุงสำนักงาน (Office improvement) [เสาหลักที่ 7]
การกำหนดมาตรฐานการทำงาน และปรับปรุงกระบวนการทำงานส่วนสำนักงานเพื่อช่วยสนับสนุนการใช้งานเครื่องจักรได้เต็มประสิทธิภาพ รวมทั้งการพัฒนาระบบการสื่อสารข้อมูลหรือระบบสารสนเทศ (เช่น ปริมาณการผลิต, ปริมาณความต้องการของลูกค้า) ให้ทั่วถึงทุกหน่วยงานที่เกี่ยวข้อง
11. จัดการด้านความปลอดภัยและสิ่งแวดล้อม (Safety and environment management) [เสาหลักที่ 8]
ปรับปรุงและกำหนดมาตรฐานการทำงานที่ควบคุมและป้องกันการเกิดอุบัติเหตุและการก่อให้เกิดมลพิษ เพื่อสร้างชีวอนามัยที่ดีภายในองค์กร
[ขั้นตอนการสร้างประสิทธิภาพที่แน่นอน (Consolidation)]
12. พัฒนา TPM อย่างต่อเนื่องและยกระดับเป้าหมายให้สูงขึ้น
การพัฒนาระบบและกิจกรรม TPM ให้บรรลุเป้าหมายที่วางไว้ และกำหนดเป้าหมายที่ท้าทายเพื่อขอการรับรองจากสถาบันที่ได้รับการยอมรับ
12 ขั้นตอนสำหรับการดำเนินกิจกรรม TPM ที่กล่าวมาข้างต้นจะพบว่ามีเสาหลัก 8 ประการที่สำคัญที่จะทำให้การดำเนินกิจกรรม TPM ประสบผลสำเร็จ ซึ่งประกอบด้วยการปรับปรุงเฉพาะเรื่อง, การซ่อมบำรุงด้วยตนเอง, การซ่อมบำรุงตามแผน, การอบรมเพื่อเพิ่มทักษะการทำงานและการซ่อมบำรุง, การซ่อมบำรุงตั้งแต่การออกแบบ, การสร้างระบบซ่อมบำรุงเชิงคุณภาพ, การปรับปรุงสำนักงาน และการจัดการด้านความปลอดภัยและสิ่งแวดล้อม เสาหลัก 8 ประการนี้ต้องครอบคลุมทุกหน่วยงานที่มีความสัมพันธ์เกี่ยวเนื่องกันและสร้างความร่วมมือระหว่างพนักงานที่เกี่ยวข้องทุกคน
การบริหารคุณภาพทั่วทั้งองค์กร (Total Quality Management: TQM)
การควบคุมคุณภาพโดยรวม (Total Quality Control: TQC) เป็นการควบคุมคุณภาพด้วยการบริหารข้อเท็จจริงโดยการดำเนินกิจกรรมไคเซนอย่างต่อเนื่อง (Quality control circle: QCC), การควบคุมทางสถิติ (Statistical quality control: SQC), การใช้เครื่องมือคุณภาพ 7 อย่าง (QC 7 tools) และการบริหารด้วยวงล้อ PDCA เพื่อให้เกิดคุณภาพต่อผลิตภัณฑ์, บริการ หรืองานประจำที่สร้างความพึงพอใจให้กับลูกค้า ซึ่งเป็นการทำงานร่วมกันระหว่างผู้บริหารและพนักงานทุกระดับชั้นทุกคนอย่างทั่วถึง คำว่าคุณภาพจึงควรครอบคลุมหัวข้อต่อไปนี้
1. คุณภาพ (Quality) หมายถึง คุณภาพของกระบวนการ, งานระหว่างผลิต, ผลิตภัณฑ์, บริการและระบบงานเอกสาร
2. ต้นทุน (Cost) หมายถึง ค่าใช้จ่ายที่มีผลกระทบต่อราคาสินค้าหรือบริการ
3. การส่งมอบ (Delivery) หมายถึง การจัดส่งสินค้าหรือบริการที่ลูกค้าต้องการด้วยปริมาณที่ลูกค้าต้องการ, ภายในเวลาที่ลูกค้าต้องการ และส่งมอบไปยังสถานที่ที่ลูกค้าต้องการ
4. ความปลอดภัย (Safety) หมายถึง ความปลอดภัยจากการใช้ผลิตภัณฑ์หรือบริการของลูกค้า และความปลอดภัยในการทำงานของพนักงาน
5. ขวัญกำลังใจ (Morale) หมายถึง การสร้างความรู้สึกที่ดีต่อกระบวนการการทำงาน
การควบคุมคุณภาพโดยรวมควรสร้างความพึงพอใจให้กับลูกค้าในระยะยาว และร่วมกันผลักดันให้เกิดการพัฒนาองค์กรอย่างต่อเนื่อง ปัจจุบัน TQC ได้ถูกทดแทนด้วยระบบบริหารคุณภาพแบบใหม่ ที่เรียกว่า TQM
TQM เกิดขึ้นหลังสงครามโลกครั้งที่ 2 ประมาณปี 1970s เป็นช่วงเวลาที่ประเทศญี่ปุ่นประสบปัญหาผลิตภัณฑ์มีคุณภาพต่ำของ และเล็งเห็นความสำคัญของการสร้างความได้เปรียบเชิงการแข่งขัน ด้วยการปรับปรุงคุณภาพอย่างจริงจัง บริษัทผู้ผลิตได้รับความช่วยเหลือจากที่ปรึกษาชาวอเมริกัน 2 ท่าน คือ เดมมิ่ง (W. Edward Deming) และ จูราน (Joseph M. Juran)
หลักการพื้นฐานของเดมมิ่ง เชื่อว่าคุณภาพเป็นความรับผิดชอบของผู้บริหาร ซึ่งผู้บริหารต้องสร้างระบบการตรวจสอบและมาตรการป้องกัน เพื่อให้พนักงานปฏิบัติตามอย่างจริงจัง สำหรับหลักการของจูราน เชื่อว่าการปรับปรุงอย่างต่อเนื่อง, การควบคุมดูแลอย่างใกล้ชิด และการฝึกอบรม เป็นพื้นฐานความสำเร็จของการบริหารคุณภาพ
เดมมิ่ง ได้นำเสนอปรัชญาหรือแนวคิดสำหรับการประสบผลสำเร็จของการปรับปรุงไว้ ดังนี้
1. กำหนดเป้าหมายการปรับปรุงผลิตภัณฑ์ให้สอดคล้องกับเป้าหมายขององค์กรในระยะยาว
2. ป้องกันการเกิดปัญหาผลิตภัณฑ์ด้อยคุณภาพ
3. กำจัดกระบวนการตรวจสอบด้วยการปรับปรุงการออกแบบผลิตภัณฑ์และกระบวนการ โดยอาศัยการเก็บข้อมูลทางสถิติ
4. เลือกผู้ผลิตหรือผู้จำหน่ายเพียงน้อยราย โดยมุ่งเน้นความสำคัญด้านคุณภาพมากกว่าราคา
5. ปรับปรุงกระบวนการผลิต โดยมุ่งเน้นที่พนักงานและระบบ เพื่อเพิ่มผลิตภาพและลดต้นทุน
6. ฝึกอบรมพนักงานเพื่อป้องกันการเกิดปัญหาคุณภาพ โดยมุ่งใช้หลักการควบคุมกระบวนการทางสถิติ (Statistical process control: SPC)
7. ปลูกผังภาวะผู้นำให้กับหัวหน้างาน เพื่อกระตุ้นผลการทำงานของพนักงานให้ดียิ่งขึ้น
8. สนับสนุนให้พนักงานมีส่วนร่วมในการกำจัดปัญหาด้านคุณภาพ
9. กำจัดขอบเขตการทำงานของแต่ละหน่วยงานให้ทำงานประสานร่วมกัน
10. กำจัดสโลแกนหรือเป้าหมายเชิงตัวเลขที่ไม่ได้แสดงถึงวิธีการบรรลุเป้าหมาย
11. กำจัดความพยายามในการลดต้นทุน โดยไม่ได้ให้ความสำคัญด้านคุณภาพ
12. สร้างความภาคภูมิใจให้กับพนักงาน โดยทำการปรับปรุงและควบคุมกระบวนการผลิตด้วยตัวพนักงานเอง
13. ฝึกอบรมพนักงานให้มีความรู้ด้านการปรับปรุงคุณภาพทั่วทั้งองค์กร ตั้งแต่ระดับผู้บริหารถึงพนักงานระดับปฏิบัติการ
14. สร้างพันธะสัญญาของผู้บริหารในการดำเนินการทั้ง 13 ข้อข้างต้น
เดมมิ่งนำเสนอหัวข้อต่างๆเหล่านี้ เป็นการมุ่งเน้นการปรับปรุงด้านคุณภาพเป็นหลัก ซึ่งแนวคิดนี้เป็นส่วนหนึ่งของการบริหารคุณภาพทั่วทั้งองค์กร (TQM) ที่เป็นแนวคิดพื้นฐานสำหรับการปรับปรุงและพัฒนากระบวนการผลิต
TQM เป็นเครื่องมือการบริหารคุณภาพที่สามารถสร้างความเข็มแข็งให้กับผลิตภัณฑ์และเพิ่มส่วนแบ่งการตลาด ซึ่งอยู่บนปรัชญาพื้นฐานการสร้างความพึงพอใจระยะยาวให้กับลูกค้า และการปรับปรุงอย่างต่อเนื่อง โดยมุ่งเน้นบทบาทความเป็นผู้นำของผู้บริหารระดับสูงสำหรับการปรับปรุงคุณภาพ และอาศัยความร่วมมือร่วมใจกันของพนักงานทุกคนภายในองค์กรเพื่อดำเนินการปรับปรุงอย่างต่อเนื่อง ซึ่งสัมพันธ์เกี่ยวข้องกับทุกหน่วยงาน รวมทั้งผู้ผลิตและลูกค้า
เป้าหมายของการดำเนินการบริหารคุณภาพโดยรวม ประกอบด้วย 5 หัวข้อหลัก คือ
1. การสร้างผลิตภัณฑ์และบริการที่มีคุณภาพทีดียิ่งขึ้น
2. การตอบสนองต่อความต้องการและความรู้สึกของลูกค้าอย่างรวดเร็วทันที
3. การเตรียมความพร้อมสำหรับการปรับเปลี่ยนเพื่อรองรับความต้องการที่เปลี่ยนแปลงไปของลูกค้า
4. ต้นทุนผลิตภัณฑ์และบริการต่ำ ด้วยกระบวนการปรับปรุงคุณภาพโดยกำจัดงานที่ไม่มีมูลค่าออกไปจากระบบการทำงาน
5. กำหนดแผนธุรกิจและบริหารนโยบายประจำปี
การบริหารคุณภาพทั่วทั้งองค์กร จะเน้นการสื่อสารภายในองค์กรตั้งแต่ผู้บริหารระดับสูงลงมาถึงพนักงานระดับล่างต้องรับรู้และเข้าใจทิศทางการดำเนินงานขององค์กร รวมทั้งการกำหนดกระบวนการทำงานร่วมกันอย่างต่อเนื่องสำหรับปรับเปลี่ยนวัฒนธรรมขององค์กร เพื่อให้ทุกคนเล็งเห็นความสำคัญของคุณภาพที่ต้องใส่ใจและดำเนินการอย่างจริงจังต่อเนื่องเปรียบเสมือนเป็นกิจวัตรที่ต้องทำทุกวัน
การบริหารคุณภาพทั่วทั้งองค์กรจะให้ความสำคัญกับการป้องกันปัญหา (Preventive) หรือการทำงานที่ไม่มีประสิทธิภาพมากกว่าการแก้ปัญหา (Corrective) ซึ่งหมายถึงการตรวจสอบ (Inspection) และการปรับปรุงกระบวนการทำงาน โดยการทำกิจกรรมกลุ่มย่อยของทีมคุณภาพที่เรียกว่า Quality Circle หรือทีมปรับปรุงงาน (Improvement Team) ที่ได้รับการอบรมความรู้และมีทักษะเพียงพอเพื่อจะป้องกันปัญหาที่จะเกิดขึ้น
TQM เป็นแนวคิดที่สนับสนุนการปรับปรุงคุณภาพ และลดต้นทุน สำหรับกลไกที่ช่วยผลักดันให้ประสบผลสำเร็จ คือ
1. ข้อมูลการตลาด (Market in) หมายถึง การวิเคราะห์และนิยามความต้องการของลูกค้า ถึงแม้ว่าลูกค้าจะมีความต้องการที่แตกต่างกัน จำเป็นต้องสร้างกลุ่มความต้องการหรือความพึงพอใจให้กับลูกค้า เพราะหากไม่ทราบความต้องการที่แท้จริงของลูกค้าได้ แม้ว่าการบริหารหรือการผลิตจะดีอย่างไร ก็ไม่สามารถประสบผลสำเร็จในการดำเนินธุรกิจได้
2. ผู้บริหารต้องมีความตั้งใจอย่างจริงจังในการดำเนินกิจกรรม TQM โดยเชื่อมั่นว่าจะเกิดการเปลี่ยนแปลงในทางที่ดีภายในองค์กร ซึ่งผู้บริหารต้องเป็นผู้กำหนดนโยบาย, จัดตั้งหน่วยงานที่รับผิดชอบโดยตรง และจัดสรรทรัพยากรให้เพียงพอต่อการบรรลุเป้าหมาย รวมทั้งการติดตามผลการดำเนินงานอย่างต่อเนื่องสม่ำเสมอ ซึ่งหมายถึงการแสดงท่าทีของการเป็นผู้นำ(leadership) อย่างจริงจังในการดำเนินกิจกรรมนี้
3. การบริหารนโยบาย (Policy management) คือ ผู้บริหารต้องกำหนดนโยบายที่ชัดเจนและสามารถปฏิบัติได้เพื่อความสะดวกในการตรวจติดตามและบริหารองค์กร ส่วนคณะกรรมการที่รับผิดชอบต้องกำหนดแผนดำเนินงานแม่บทอย่างชัดเจน (แผนระยะสั้นและระยะยาว) แผนดำเนินงานต้องครอบคลุมทุกหน่วยงาน และสร้างความร่วมมือให้เกิดขึ้นเพื่อเสริมสร้างความแข็งแรงให้แต่ละหน่วยงานตั้งแต่การออกแบบ, การผลิต และการจัดส่งให้กับลูกค้า ดังนั้นการปฏิบัติงานและการตัดสินใจต้องสอดคล้องกับนโยบายขององค์กร
4. การบริหารด้วยข้อเท็จจริง (Fact management) คือ การบริหารจะต้องศึกษา, วิเคราะห์และตัดสินใจต้องอ้างอิงจากข้อเท็จจริง โดยการประยุกต์ใช้เครื่องมือ และแนวคิดด้านการจัดการ เป็นต้นว่าเครื่องมือด้านคุณภาพ เช่น QC 7 tools, QC new 7 tools, 6s เป็นต้น เพื่อช่วยในการเก็บข้อมูล, วิเคราะห์, ปรับปรุง และตรวจติดตามผลโดยเฉพาะข้อมูลทางสถิติ สำหรับตัวอย่างการบริหารด้วยข้อเท็จจริง เช่น การบริหารกระบวนการ, การบริหารความขัดแย้ง, การสร้างทีมงานที่มีประสิทธิภาพ, การปรับปรุงการทำงาน เป็นต้น
5. การอบรมและให้ความรู้สำหรับพนักงาน (Education) เป็นกระบวนการเพิ่มพูนทักษะความเข้าใจเกี่ยวกับกิจกรรมและผลที่จะได้รับ ซึ่งจะส่งผลให้การดำเนินงานมีความราบรื่นอย่างมีประสิทธิภาพ และต้องสร้างจิตสำนึกด้านคุณภาพ (Quality mind) ให้กับพนักงานทุกคน เป็นการมุ่งเน้นผลลัพธ์ให้เกิดการขับเคลื่อนจากล่างสู่บน (Bottom up activities)
6. การดำเนินกิจกรรมกลุ่มด้วยหลักการ PDCA (Plan-Do-Check-Action) การสร้างทีมงานที่มีประสิทธิภาพสำหรับการปรับปรุงงานนั้น ทีมงานควรคัดเลือกจากแต่ละหน่วยงานที่เกี่ยวข้องกับกระบวนการทำงาน เพื่อสร้างทางเลือกของข้อเสนอแนะที่หลากหลายและส่งเสริมให้เกิดการประสานงานระหว่างหน่วยงาน การบริหารกิจกรรมให้บรรลุเป้าหมายควรกำหนดระเบียบการปฏิบัติงานตามหลักการ PDCA และระหว่างการดำเนินกิจกรรมร่วมกันนั้นควรหลีกเลี่ยงการวิพากษ์วิจารณ์ที่ก่อให้เกิดผลเสียหาย แต่ควรประสานความร่วมมือเพื่อค้นหาแนวทางแก้ไขร่วมกัน
7. การสร้างกระบวนการที่มีประสิทธิภาพและมีมาตรฐาน (Effective and standard process) โดยสร้างจิตสำนึกที่ว่ากระบวนการถัดไปคือลูกค้าคนสำคัญ จึงจำเป็นต้องส่งมอบเฉพาะสิ่งที่ลูกค้าต้องการเท่านั้น เพื่อหลีกเลี่ยงความสูญเปล่าจากการแก้ไขความผิดปกติหรือชิ้นงานที่ด้อยคุณภาพ ประเด็นสำคัญ คือ การสร้างความต่อเนื่องของการปรับปรุงคุณภาพเพื่อให้บรรลุเป้าหมายที่กำหนดไว้
8. การบริหารงานรายวัน (Daily management) ด้วยการประเมินตรวจวัดผลของการดำเนินกิจกรรมเป็นประจำทุกวัน เพื่อหลีกเลี่ยงปัญหาที่ก่อให้เกิดความเสียหายไม่ว่าจะเป็นผลลัพธ์เชิงปริมาณหรือเชิงคุณภาพ การนำเสนอข้อมูลควรแสดงเป็นตัวเลขซึ่งจะทำให้เข้าใจได้ง่ายและสามารถตรวจสอบย้อนกลับได้
9. การเปลี่ยนแปลงวัฒนธรรมองค์กร (Culture change) เกิดขึ้นจากการเปลี่ยนแปลงทัศนคติ, พฤติกรรม และสถานที่ทำงานให้เอื้ออำนวยต่อความราบรื่นในการบริหารงาน ซึ่งทุกคนควรตระหนักและรับผิดชอบคุณภาพการปฏิบัติงาน รวมทั้งปรับปรุงงานของตนเองให้ดีขึ้นเพื่อปรับปรุงความพึงพอใจของลูกค้า(ทั้งลูกค้าภายในและภายนอก) ให้สูงขึ้น
10. การเสริมสร้างระบบแรงจูงใจ (Motivation system) เพื่อกระตุ้นให้เกิดการผลักดันกิจกรรมอย่างจริงจังและต่อเนื่องด้วยรางวัลสำหรับผลงานที่โดดเด่น รวมทั้งการสื่อสารประชาสัมพันธ์อย่างทั่วถึงทั้งองค์กร
กลไกการผลักดันกิจกรรม TQM ให้ประสบผลสำเร็จ 10 ประการนี้ถือได้ว่าเป็นสิ่งที่สำคัญที่ต้องดำเนินการอย่างจริงจัง อย่างไรก็ตามความสำเร็จจะเกิดขึ้นได้หรือไม่นั้นต้องชี้วัดด้วยปัจจัย ต่อไปนี้
1. การสร้างความพึงพอใจให้กับลูกค้า (Customer satisfaction) คือ การให้ความสำคัญกับการส่งมอบงาน, ผลิตภัณฑ์ หรือบริการที่ดีมีคุณภาพให้กับลูกค้าภายในและลูกค้าภายนอก ดังนั้นต้องถามตนเองเสมอว่า “ลูกค้าต้องการอะไรและจะทำอย่างไรให้ลูกค้าพึงพอใจ”
ลูกค้าภายใน คือ หน่วยงานหรือพนักงานถัดไปที่ต้องรับช่วงการปฏิบัติงานต่อ ทั้งที่เป็นวัตถุดิบ, ชิ้นส่วน, งานระหว่างผลิต, สินค้า, เอกสาร หรือข้อมูล จะต้องตระหนักถึงคุณภาพของการทำงานเพื่อสร้างความพึงพอใจให้กับเพื่อนร่วมงาน มิเช่นนั้นต้องเสียเวลาในการตรวจสอบและแก้ไข ดังนั้นพนักงานทุกคนต้องทำงานด้วยความตั้งใจและทำหน้าที่เป็นผู้ตรวจสอบ (Self inspector) เพื่อสร้างสรรค์ผลงานที่มีคุณภาพทั่วทั้งองค์กร
ลูกค้าภายนอก คือ ผู้ที่ซื้อหรือใช้สินค้าหรือบริการ เมื่อลูกค้าภายนอกได้รับหรือใช้สินค้าหรือบริการจะต้องรู้สึกพึงพอใจตามความคาดหวัง ซึ่งจะส่งผลเชิงบวกทำให้เกิดการยอมรับ และมีผลโดยตรงต่อแนวโน้มการสั่งซื้อครั้งต่อไป

ฝ่ายการตลาด (Marketing) มีหน้าที่หลักในการวิจัยตลาดเพื่อนิยามความต้องการของลูกค้าที่มีต่อผลิตภัณฑ์และการบริการ และทำหน้าที่จำหน่ายหรือส่งมอบผลิตภัณฑ์หรือการบริการให้ทันกับความต้องการของลูกค้า
ฝ่ายวิศวกรรม (Engineering) มีหน้าที่หลักในการแปลงความต้องการของลูกค้าด้วยการออกแบบเป็นผลิตภัณฑ์และการบริการให้สอดคล้องกับความคาดหวังที่ยอมรับได้
ฝ่ายการจัดซื้อ (Purchasing) มีหน้าที่หลักในการสืบค้นหาและจัดซื้อจัดหาวัตถุดิบหรือชิ้นส่วนที่มีคุณภาพ, ราคาถูก และสามารถส่งมอบได้ทันเวลา
ฝ่ายการผลิต (Manufacturing) มีหน้าที่หลักในการแปลงปัจจัยนำเข้าเป็นสินค้าหรือการบริการโดยสอดคล้องกับมาตรฐานหรือแบบของผลิตภัณฑ์ และมาตรฐานการผลิตหรือการบริการที่กำหนดไว้
ฝ่ายประกันคุณภาพ (Quality insurance) มีหน้าที่หลักในการป้องกันและสกัดกั้นผลิตภัณฑ์ที่ด้อยคุณภาพหรือการบริการคุณภาพต่ำก่อนถึงมือลูกค้า
ฝ่ายการจัดเก็บวัสดุคงคลัง (Inventory) มีหน้าที่หลักในการบริหารการใช้พื้นที่และปริมาณการจัดเก็บวัสดุคงคลังให้น้อยที่สุด โดยไม่กระทบต่อกระบวนการและการส่งมอบ
ฝ่ายทรัพยากรมนุษย์ (Human resource) มีหน้าที่หลักในการสรรหาพนักงานที่มีความรู้ความสามารถ, ประสบการณ์และทัศนคติที่สอดคล้องกับวัฒนธรรมองค์กร รวมทั้งจัดการฝึกอบรมให้กับพนักงาน
ฝ่ายการเงินและการบัญชี (Finance and account) มีหน้าที่ตรวจสอบต้นทุนมาตรฐานกับต้นทุนที่แท้จริงและควบคุมต้นทุนผลิตภัณฑ์ รวมทั้งเสนอแนะวิธีการปรับปรุงต้นทุน
ผู้ใช้สินค้าและบริการ (End user) ต้องได้รับสินค้าและการบริการตามความต้องการที่คาดหวังไว้ และทำให้เกิดความพึงพอใจ อาจรวมถึงการได้เรียนรู้ประสบการณ์ใหม่กับความเพลิดเพลินจากการใช้สินค้าและบริการนั้น
หากลูกค้าพึงพอใจกับผลิตภัณฑ์และบริการ จะแสดงให้เห็นว่าองค์กรประสบผลสำเร็จในการดำเนินกิจกรรม TQM แต่หากระดับความพึงพอใจยังไม่ดีพอจำเป็นต้องพัฒนาระบบ TQM ให้เข้มแข็งมากขึ้น
1. การตรวจสอบวัดผลการดำเนินงานขององค์กร (Performance evaluation) พนักงานภายในองค์กรต้องรับทราบถึงเครื่องมือที่ใช้วัดผล, วิธีการวัดผล และต้องเข้าใจความหมายของผลที่ได้ของการตรวจสอบ พนักงานต้องระลึกเสมอว่า “การปรับปรุงจะทำได้เมื่อมีการวัดผลการดำเนินงาน”
การตรวจสอบต้องดำเนินการทุกขั้นตอนของกระบวนการด้วยความระมัดระวัง เพราะหากตรวจพบปัญหาหรือของเสียในกระบวนการสุดท้าย จะส่งผลให้เกิดต้นทุนหรือค่าใช้จ่ายสูงมากขึ้น ดังรูปที่ 48

1. การปรับปรุงอย่างต่อเนื่อง (Continuous improvement) คือ การพัฒนาและปรับเปลี่ยนผลิตภัณฑ์, บริการ และกระบวนการทำงานอย่างต่อเนื่อง โดยพนักงานต้องตระหนักเสมอว่า “การปรับปรุงเป็นสิ่งที่จำเป็นสำหรับความอยู่รอดของธุรกิจ”
การปรับปรุงสามารถแบ่งได้ 3 ประเภท คือ
1. การปรับปรุงเชิงแก้ไข (Corrective improvement) เป็นการปรับปรุงสิ่งที่เป็นปัญหา ด้วยการศึกษา, วิเคราะห์, แก้ไข, กำหนดมาตรฐานป้องกัน และตรวจติดตามอย่างต่อเนื่อง จนกระทั่งกระบวนการนั้นไม่ก่อให้เกิดปัญหาซ้ำ
2. การปรับปรุงเชิงป้องกัน (Preventive improvement) เป็นการปรับปรุงก่อนเกิดปัญหาเพื่อป้องกันไม่ให้เกิดสูญเสีย ซึ่งอาจสังเกตจากสัญญาณเตือน เช่น การเกิดขึ้นใหม่ของบริษัทคู่แข่ง, ความสัมพันธ์ขององค์กรกับพนักงานไม่ค่อยราบรื่น, เครื่องจักรมีสภาพที่สกปรก เป็นต้น
3. การปรับปรุงเพื่อความเป็นเลิศ (Excellent improvement) เป็นการปรับปรุงด้วยการค้นหาและเปรียบเทียบกับหน่วยงานหรือองค์กรที่ดีกว่า เพื่อพัฒนาองค์กรให้โดดเด่นเป็นเลิศในมุมมองและการรับรู้ของกลุ่มลูกค้าเป้าหมายและคนทั่วไป
การปรับปรุงเป็นกลไกที่สำคัญสำหรับการสร้างประสิทธิภาพการทำงาน การดำเนินการปรับปรุงต้องกำหนดเป็นแผนงานประจำปี ซึ่งจะช่วยสนับสนุนให้การดำเนินกิจกรรม TQM ประสบผลสำเร็จได้อย่างมีประสิทธิผล
2. การทำให้เป็นมาตรฐาน (Standardization) ต้องกำหนดให้สิ่งต่างๆเป็นมาตรฐาน ไม่ว่าจะเป็นมาตรฐานการทำงาน, มาตรฐานการตรวจสอบ, มาตรฐานเครื่องจักร, มาตรฐานของพนักงาน, มาตรฐานวัตถุดิบ หรือมาตรฐานผลิตภัณฑ์และการบริการ พนักงานต้องจำไว้เสมอว่า “มาตรฐานทำให้การทำงานและการตัดสินใจทำได้ง่ายขึ้น”
มาตรฐานของกระบวนการทำงานเป็นสิ่งสำคัญของกิจกรรม TQM เพราะมาตรฐานจะเป็นปัจจัยที่รักษาระดับคุณภาพของผลิตภัณฑ์และการบริการ การปฏิบัติงานให้มีมาตรฐานเป็นการสร้างความสำเร็จสำหรับการดำเนินกิจกรรม TQM
3. การทำงานเป็นทีม (Team work) เป็นการสร้างความเชื่อใจกันและกันในกระบวนการทำงาน กิจกรรม TQM จะทำให้วัฒนธรรมขององค์กรเปลี่ยนแปลงไป ซึ่งก็คือ ความร่วมมือในการทำงานเป็นทีมมีมากขึ้น และการมอบหมายอำนาจหน้าที่ (Empowerment) จะสนับสนุนให้การดำเนินกิจกรรมนี้บรรลุผลสำเร็จ ซึ่งเกิดจากการปฏิบัติงานที่ผลักดันจากพนักงานระดับล่างขึ้นมา ดังนั้นพนักงานทุกคนต้องท่องเสมอว่า “เราคือคนสำคัญขององค์กร”
การทำงานเป็นทีมต้องสัมพันธ์กับทุกคนภายในองค์กร และควรปรับปรุงระบบการฝึกอบรมและการพัฒนาตนเองของพนักงานให้มีประสิทธิผล เพื่อปรับเปลี่ยนทัศนคติและวัฒนธรรมองค์กร แผนการฝึกอบรมประจำปีควรกำหนดขึ้นโดยฝ่ายบริหารทรัพยากรมนุษย์ที่กำหนดไว้สำหรับพนักงานแต่ละระดับ นอกจากนี้การเรียนรู้เพิ่มเติมของผู้จัดการก็เป็นสิ่งจำเป็นที่สามารถสอนงานและปลูกฝังทัศนคติที่ดีด้านคุณภาพให้กับพนักงาน เพื่อให้การดำเนินงานเป็นระบบ ซึ่งจะทำให้เกิดการเรียนรู้ทั่วทั้งองค์กร


จากรูปที่ 50 เป็นการแสดงให้เห็นปัจจัยที่มีผลต่อความสำเร็จของการดำเนินกิจกรรม TQM ซึ่งควรสร้างแรงจูงใจเพื่อสนับสนุนให้การทำงานมีความคืบหน้า และสามารถบรรลุเป้าหมายตามความคาดหวัง เช่น การสร้างระบบการปรับเลื่อนขั้น, การปรับเงินเดือน, การจ่ายโบนัสพิเศษ เป็นต้น เมื่อพนักงานสามารถลดระดับของเสียได้ต่ำกว่าเป้าหมาย หรือการจ่ายผลตอบแทนพิเศษกรณีตรวจพบของเสียหรือความผิดปกติของกระบวนการ รวมทั้งการติดป้ายแสดงการเป็นพนักงานดีเด่นของหน่วยงานหรือบริษัท
การปรับปรุงด้านคุณภาพเป็นการศึกษา, วิเคราะห์ปัญหาด้านคุณภาพเพื่อลดปัญหาของเสียของกระบวนการให้น้อยลง ด้วยการใช้วิธีการทางสถิติ ซึ่งขั้นตอนการปรับปรุงด้านคุณภาพ ควรประกอบด้วย
1. การฝึกอบรม เช่น การดำเนินกิจกรรม TQM, ความรู้ด้านการควบคุมกระบวนการทางสถิติ (Statistical process control: SPC), QC 7 tools, 6-sigma เป็นต้น
2. การเก็บบันทึกข้อมูลทางสถิติของกระบวนการ
3. การสร้างกิจกรรมกลุ่มย่อย เพื่อทำการศึกษา, วิเคราะห์, แก้ไข, กำหนดมาตรฐาน และตรวจติดตามปัญหาของกระบวนการ
4. การสร้างแรงจูงใจและสนับสนุนทรัพยากรเพื่อให้การปรับปรุงที่เปี่ยมด้วยประสิทธิภาพ
5. การส่งเสริมกิจกรรมกลุ่มย่อยให้ทั่วทั้งองค์กร พร้อมทั้งการสร้างความรู้สึกการเป็นเจ้าของกระบวนการเพื่อให้เกิดการปรับปรุงอย่างจริงจังและต่อเนื่อง
QFD คือ การแปรเปลี่ยนความต้องการของลูกค้าเพื่อปรับปรุงและพัฒนาผลิตภัณฑ์ใหม่ โดยการพิจารณาความสอดคล้องและความเป็นไปได้ของระบบการออกแบบและพัฒนาผลิตภัณฑ์ รวมทั้งการออกแบบกระบวนการผลิต ซึ่งสิ่งที่ต้องพิจารณาจะประกอบด้วย
1. ความต้องการและความคาดหวังของลูกค้าที่ได้จากการวิจัยตลาด
2. การวิเคราะห์ข้อมูลความต้องการและความคาดหวังของลูกค้า เพื่อสร้างความได้เปรียบเชิงการแข่งขันด้วยการพัฒนาจุดเด่นหรือการสร้างความแตกต่างของผลิตภัณฑ์และการบริการ
3. ความรวดเร็วในการตอบสนองของหน่วยงานวิศวกรรมออกแบบ การศึกษาความเป็นไปได้ในการปรับเปลี่ยนผลิตภัณฑ์ และการพิจารณาจุดร่วมหรือความสัมพันธ์ของความต้องการและความคาดหวังของลูกค้ากับความคุ้มค่าสำหรับการปรับเปลี่ยนผลิตภัณฑ์และการบริการของหน่วยงานวิศวกรรมการออกแบบ
4. การเปรียบเทียบจุดเด่นหรือจุดด้อยด้านคุณภาพกับคู่แข่งเพื่อกำหนดราคาที่แข่งขันได้
5. การปรับเปลี่ยนรูปลักษณ์, ฟังก์ชั่นการทำงาน, กระบวนการ หรือวิธีการที่เป็นจุดเด่นสำหรับสร้างความพึงพอใจให้กับลูกค้า
|

กลุ่มควบคุมคุณภาพ (Quality control circle: QCC)
กลุ่มควบคุมคุณภาพ หรืออาจเรียกว่ากลุ่มคุณภาพ (Quality circle) คือ ทีมงานที่จัดตั้งขึ้นเพื่อปรับปรุงคุณภาพ ซึ่งปัญหาคุณภาพสามารถเกิดขึ้นได้ทุกกระบวนการทุกหน่วยงาน กลุ่มคุณภาพของแต่ละกระบวนการจึงมีหน้าที่รับผิดชอบโดยตรงในการดำเนินการปรับปรุง โดยใช้ความรู้, ความสามารถ และประสบการณ์เพื่อแก้ปัญหา กลุ่มคุณภาพควรประกอบด้วยสมาชิก 5-12 คน (แปรผันตามความซับซ้อนของปัญหา) และควรกำหนดให้หัวหน้างานเป็นสมาชิกกลุ่มด้วย สมาชิกต้องประชุมวางแผนเพื่อศึกษาปัญหาและกำหนดแนวทางการแก้ไข อย่างน้อยสัปดาห์ละ 1 วัน ภายในสถานที่ที่บริษัทกำหนดไว้ และอาจใช้เวลาการทำงานหรือกำหนดเป็นช่วงล่วงเวลาตามที่บริษัทเห็นควรว่าเหมาะสม
กลุ่มคุณภาพเป็นการดำเนินกิจกรรมกลุ่มย่อย (Small group activity) ที่บริหารกิจกรรมด้วยพนักงานระดับปฏิบัติการ (Bottom-up activity management) ซึ่งเป็นการปรับปรุงระดับฟันเฟืองขององค์กรให้พัฒนาได้อย่างเข้มแข็ง อย่างไรก็ตามบางองค์กรอาจจัดตั้งทีมปรับปรุงกระบวนการ (Process improvement team) เพื่อทำหน้าที่ปรับปรุงกระบวนการทำงานโดยเฉพาะ ซึ่งสมาชิกอาจมาจากแต่ละหน่วยงานที่มีส่วนเกี่ยวข้องกับปัญหาเป็นทีมงานในลักษณะข้ามหน่วยงาน (Cross functional team) ทีมการปรับปรุงกระบวนการจะมีจุดเด่น คือ ความเข้าใจกระบวนการได้ชัดเจนมากขึ้นและเล็งเห็นปัญหาที่คาบเกี่ยวระหว่างหน่วยงานได้ดียิ่งขึ้น ทำให้สามารถบ่งชี้, วิเคราะห์ปัญหา และปรับปรุงกระบวนการที่ส่งผลให้การทำงานมีประสิทธิภาพและประสิทธิผลที่ดี
กิจกรรมกลุ่มย่อยเป็นการนำปัญหาที่เกิดขึ้นในกระบวนการทั้งด้านคุณภาพ, ผลิตภาพ, ต้นทุน, ความปลอดภัย หรือปัญหาอื่นๆ เพื่อปรับปรุงพัฒนาให้ดียิ่งขึ้น โดยคำนึงถึงผลลัพธ์ที่ดีที่สุด (Optimal) ที่ให้ผลประโยชน์ต่อองค์กรมากกว่าต้นทุนที่เสียไป
หลักการพื้นฐานที่สำคัญของกิจกรรมกลุ่มย่อย คือ การระดมแนวคิด (Brainstorming) โดยมุ่งเน้นให้ทุกคนนำเสนอความคิดเห็นอย่างเปิดกว้าง และไม่ควรวิพากษ์วิจารณ์ความคิดเห็นในแง่ลบ สมาชิกกลุ่มควรเข้าใจการไหลของกระบวนการ (Process flow) ซึ่งทำให้สามารถมองเห็นปัญหาได้ง่ายขึ้น เมื่อได้แนวความคิดที่หลากหลายมากพอจึงทำการวิเคราะห์ซึ่งอาจใช้แผนภูมิก้างปลา (Fishbone diagram) เพื่อความสะดวกและง่ายต่อการวิเคราะห์ รวมทั้งประเมินแนวทางการแก้ปัญหา
การดำเนินกิจกรรมกลุ่มคุณภาพให้ประสบผลสำเร็จนั้น ควรเริ่มต้นด้วยการฝึกอบรมพนักงานให้เข้าใจแนวคิดของกิจกรรมกลุ่มย่อยและกิจกรรม TQM, การประยุกต์ใช้เครื่องมือการเก็บรวบรวมข้อมูลและวิธีการวิเคราะห์ปัญหา และการดำเนินการประชุมอย่างมีประสิทธิผล กลุ่มคุณภาพควรมีที่ปรึกษากลุ่ม ซึ่งอาจจะเป็นผู้จัดของหน่วยงานเพื่อทำหน้าที่ชี้แนะแนวทาง, สนับสนุนทรัพยากร และผลักดันการแก้ไขปัญหาให้เป็นรูปธรรม

G = Grouping: การจัดตั้งกลุ่มคุณภาพประมาณ 5-12 คนและหนึ่งหัวหน้างาน
T = Training: การอบรมแนวทางการดำเนินกิจกรรมกลุ่ม (การดำเนินการประชุม, ขั้นตอนการดำเนินการ, การเก็บรวบรวมข้อมูล, การวิเคราะห์ข้อมูล, การนำเสนอข้อมูล)
B = Brainstorming: การระดมความแนวคิด เพื่อกำหนดปัญหาและกำหนดทางเลือก
A = Analyzing: การวิเคราะห์ปัญหาและข้อมูล (QC 7 tools)
S = Solving: การกำหนดแนวทางการแก้ไขปัญหา
M = Monitoring: การตรวจติดตามและประเมินความสำเร็จของการปรับปรุง
P = Presentation: การนำเสนอผลงาน
จากรูปที่ 52 เป็นขั้นตอนการดำเนินกิจกรรมกลุ่มย่อย ซึ่งประกอบด้วยการจัดตั้งกลุ่มคุณภาพ, อบรมความรู้, ระดมแนวคิด, วิเคราะห์ปัญหาและข้อมูล, กำหนดแนวทางการแก้ไขปัญหา, ติดตามและประเมินความสำเร็จของการปรับปรุง และการนำเสนอผลงาน เมื่อเสร็จสิ้นโครงการเดิมก็ดำเนินโครงการใหม่ต่อไป
ตัวอย่างกิจกรรมกลุ่มย่อย ระบบอัตโนมัติที่มีต้นทุนต่ำ (Low Cost Automation: LCA) คือ กระบวนการพัฒนาพนักงานหน้าเครื่อง (Front line) ให้มีความรู้และความเข้าใจเพื่อให้สามารถออกแบบเครื่องมืออุปกรณ์ที่ปรับปรุงกระบวนการทำงานของเครื่องจักรให้ง่ายขึ้น และพัฒนาต่อเนื่องให้เป็นระบบอัตโนมัติ (Automation) ซึ่งจะช่วยค่าใช้จ่ายในระยะยาวและมีผลให้ต้นทุนการผลิตต่ำลง (Low Cost)
ผลที่จะได้จากการดำเนินการปรับปรุงนี้ คือ
1. พนักงานมีความรู้ความและความสามารถในการใช้งานและบำรุงรักษาเครื่องจักรและอุปกรณ์
2. พนักงานสามารถปรับปรุงเครื่องจักรและอุปกรณ์ให้สามารถใช้งานได้ถูกถูกต้องเหมาะสมกับลักษณะงาน
3. ลดค่าใช้จ่าย เนื่องจากไม่จำเป็นต้องสั่งซื้อเครื่องจักรใหม่ที่อาจมีคุณลักษณะเกินความจำเป็นในการใช้งาน (Over specification)
4. สร้างจิตสำนึกและความภาคภูมิใจให้กับพนักงาน
การปรับรื้อระบบแบบถอนรากถอนโคน (Reengineering)
การปรับรื้อระบบแบบถอนรากถอนโคน คือ การปรับเปลี่ยนที่ต้องการสร้างนวัตกรรมใหม่ ไม่ใช่การปรับปรุงแบบค่อยเป็นค่อยไป (Continuous improvement) ทั้งนี้เพื่อสร้างความได้เปรียบด้านต้นทุน, คุณภาพ, การส่งมอบ และการบริการ โดยคาดหวังว่าลูกค้าจะพึงพอใจสูงสุด ซึ่งจะช่วยเพิ่มส่วนแบ่งการตลาดและเพิ่มผลกำไร อย่างไรก็ตาม ระบบนี้ต้องอาศัยการลงทุนค่อนข้างสูงเพราะต้องการปรับเปลี่ยนระบบการทำงาน, ระบบการผลิต, ระบบเอกสาร, ระบบการตรวจสอบ และระบบสารสนเทศแบบใหม่เสมือนเริ่มต้นดำเนินการเป็นครั้งแรก
การดำเนินกิจกรรม Reengineering เป็นการมุ่งเน้นการกำจัดงานที่ไม่จำเป็นและงานที่ต้องอาศัยการควบคุมดูแล จึงคงเหลือไว้เฉพาะงานที่จำเป็นที่สร้างมูลค่าเพิ่มให้กับธุรกิจเท่านั้น ซึ่งมีผลให้ต้องลดจำนวนพนักงานลงหรือโยกย้ายพนักงานไปยังหน่วยธุรกิจอื่น ก่อเกิดความไม่พึงพอใจกับพนักงานที่ได้รับผลกระทบ และส่งผลในแง่ลบต่อภาพลักษณ์ขององค์กร การดำเนินกิจกรรมนี้จะประสบผลสำเร็จหรือไม่ ขึ้นอยู่กับภาวะความเป็นผู้นำที่เข็มแข็ง (Strong leadership) ของผู้บริหารระดับสูง ที่กำหนดเป้าหมายให้ชัดเจนมีความท้าทาย และสนับสนุนต่อการดำเนินงานอย่างเต็มที่ รวมทั้งการกำหนดแผนสำรองสำหรับกรณีการเกิดปัญหาอื่นแทรกแซงขึ้นมาได้
การบริหารงานจากระดับผู้บริหารลงมาสู่พนักงานระดับปฏิบัติการ (Top-down management) เป็นสิ่งที่สำคัญสำหรับการดำเนินกิจกรรมนี้ ผู้บริหารต้องเป็นผู้กำหนดนโยบาย, ทิศทาง และเป้าหมายขององค์กร ซึ่งควรดำเนินการควบคู่ไปกับการบริหารจากพนักงานระดับปฏิบัติการขึ้นไปยังระดับผู้บริหาร (Bottom-up management) โดยที่พนักงานระดับปฏิบัติการต้องวิเคราะห์สภาพการณ์การทำงานปัจจุบันทุกขั้นตอน (Process analysis) และพิจารณาความจำเป็นของแต่ละขั้นตอนในแนวลึก เพื่อสืบค้นหาความสูญเปล่าของการทำงานที่ไม่ก่อให้เกิดผลกำไรกับองค์กร และเสนอแนวทางการดำเนินงานที่จะก่อให้เกิดประสิทธิภาพและความพึงพอใจต่อลูกค้าต่อผู้บริหาร ดังนั้นจึงจำเป็นต้องอาศัยทีมงานที่มีความเข้าในกระบวนการเป็นอย่างดี และสมาชิกควรมาจากแต่ละหน่วยงานที่สัมพันธ์เกี่ยวข้องกับกระบวนการนั้น ซึ่งส่งผลให้สามารถมองเห็นภาพ, มิติของปัญหาได้หลากหลาย และช่วยให้การปรับรื้อเข้าถึงโคนรากของปัญหาอย่างแท้จริง
ประเด็นสำคัญที่ต้องเร่งดำเนินการ คือ การปรับปรุงผลการปฏิบัติงานของกระบวนการให้สามารถเห็นผลได้อย่างชัดเจนและรวดเร็ว การปรับปรุงต้องเป็นการคิดใหม่ที่แตกต่างและไม่ยึดติดกับระบบการทำงานแบบเดิม การกำหนดวัตถุประสงค์และกลยุทธ์จึงต้องชัดเจน โดยการรับฟังความคิดเห็นจากลูกค้า หรือการเทียบเคียง (Benchmarking) กับบริษัทที่ประสบความสำเร็จ หรือการคาดการณ์จากผู้บริหารที่เปี่ยมด้วยประสบการณ์หรือทีมที่ปรึกษาที่ได้รับการยอมรับ และต้องกำหนดดัชนีชี้วัดผลการดำเนินงาน (KPI) เพื่อตรวจติดตามผลการดำเนินงานได้อย่างต่อเนื่อง ซึ่งทำให้ง่ายต่อการตัดสินใจรักษาแนวทางการปฏิบัติงานเดิมหรือปรับเปลี่ยนกลยุทธ์ให้สอดคล้องสภาพความเป็นจริงของการแข่งขัน
สำหรับกระบวนการที่ทำ Reengineering นั้น ควรเป็นกระบวนการวิกฤต (Critical processes) ที่เป็นกระบวนการหลักที่มีผลกระทบโดยตรงต่อการบรรลุเป้าหมายการดำเนินธุรกิจ และการดำเนินการนั้นจะไม่เจาะจงที่หน่วยงานใดหน่วยงานหนึ่ง เช่น การทำ Reengineering สำหรับกระบวนการออกแบบผลิตภัณฑ์, กระบวนการจัดซื้อจัดหา, กระบวนการให้บริการลูกค้า เป็นต้น ซึ่งแต่ละกระบวนการจะเกี่ยวข้องกับหลายหน่วยงาน เช่น กระบวนการออกแบบผลิตภัณฑ์ จะเกี่ยวข้องกับหน่วยงานวิศวกรรมออกแบบ (Design engineering), การตลาด, การผลิต, การควบคุมคุณภาพ เป็นต้น ซึ่งการดำเนินงานต้องประสานความร่วมมือระหว่างหน่วยงานและมุ่งเน้นด้านผลลัพธ์ที่คาดหวังผลได้ ยกตัวอย่างการออกแบบกระบวนการทำงานให้มีประสิทธิภาพที่เยี่ยมยอด, ลดขั้นตอนการทำงานที่มีความยุ่งยากหรือซับซ้อน, สร้างความสัมพันธ์ระหว่างขั้นตอนการทำงานให้สอดคล้องประสานกัน, บริหารระบบข้อมูลให้มีประสิทธิภาพที่สามารถใช้งานร่วมกันได้ และควรประยุกต์เทคโนโลยีเพื่อให้กระบวนการทำงานเป็นระบบอัตโนมัติ
ขั้นตอนการดำเนินการ ประกอบด้วย 5 ขั้นตอนที่สำคัญ คือ
1. การกำหนดวิสัยทัศน์ และวัตถุประสงค์ของกระบวนการ
2. การบ่งชี้กระบวนการที่ต้องดำเนินการปรับเปลี่ยน
3. การศึกษาและตรวจวัดค่าของกระบวนการ
4. การนำเทคโนโลยีสารสนเทศเข้าช่วยบ่งชี้และแก้ไขปัญหา
5. การออกแบบและสร้างกระบวนการนำร่อง
การบริหารโครงการเป็นการบริหารกิจกรรมของโครงการ โดยกำหนดวันเริ่มต้นและวันสิ้นสุดของแต่ละกิจกรรมอย่างชัดเจน เพื่อควบคุมดำเนินโครงการบรรลุตามเป้าหมายและเสร็จสิ้นตามระยะเวลาที่กำหนดไว้ โครงการหนึ่งอาจประกอบด้วยกระบวนการทำงานที่แตกต่างกันที่ต้องอาศัยทักษะการทำงานที่หลากหลาย บางครั้งต้องใช้ทีมงานที่หลากหลายสำหรับการทำงานที่ใช้ความเชี่ยวชาญเฉพาะทาง จึงจำเป็นต้องกำหนดวันเวลาที่แน่นอนเพื่อให้เครื่องจักร, อุปกรณ์, วัสดุ, พนักงานเคลื่อนเข้าไปยังโครงการนั้น ซึ่งแต่ละกระบวนการควรสอดคล้องประสานงานกันอย่างลงตัวและไม่ก่อให้เกิดเวลาสูญเปล่าที่อาจเป็นสาเหตุให้โครงการล่าช้าได้
การบริหารโครงการให้ประสบผลสำเร็จประกอบด้วย ระบบการบริหารโครงการที่ดีที่มีการจัดแบ่งโครงสร้างการบริหารและกำหนดหน้าที่ความรับผิดชอบที่ชัดเจน, กำหนดแผนการทำงาน, การควบคุม และการตรวจสอบความก้าวหน้าของโครงการอย่างเป็นระบบ, ผู้บริหารโครงการที่ดีซึ่งเป็นกลไกหลักที่ทำให้โครงการดำเนินไปตามแผนที่วางไว้ และทีมงานที่ดีที่มีความรับผิดชอบ, มีทักษะความรู้ความชำนาญในกระบวนการทำงาน
การวางแผนโครงการนิยมใช้การวางแผนงานแบบโครงข่าย (Network planning method) ซึ่งผู้บริหารโครงการสามารถตรวจติดตามความคืบหน้า และควบคุมโครงการให้บรรลุเป้าหมายด้วยการใช้ทรัพยากรได้อย่างมีประสิทธิภาพ วิธีการวางแผนโครงการที่รู้จักกันดี คือ PERT/CPM หรือบางครั้งอาจใช้โปรแกรมบริหารโครงการสำเร็จรูป
กิจกรรมการปรับปรุงจะประสบผลสำเร็จ และสามารถดำเนินกิจกรรมการปรับปรุงอย่างต่อเนื่องอย่างมีประสิทธิภาพ จะเกิดจากการประสานความร่วมมือกันระหว่างผู้บริหารและพนักงานปฏิบัติการที่มีสื่อสารทั้งสองทางเพื่อให้ทราบถึงทรัพยากรที่พนักงานระดับปฏิบัติการต้องการที่ช่วยสนับสนุนการทำงานให้บรรลุเป้าหมายที่ผู้บริหารต้องการ
การเลือกใช้เครื่องมือการปรับปรุงที่เหมาะสม หากสามารถเลือกเครื่องมือสำหรับแต่ละกิจกรรมและดำเนินกิจกรรมอย่างมีขั้นตอนที่มีการตรวจสอบติดตามผลการดำเนินกิจกรรมอย่างต่อเนื่อง จะทำให้สามารถปรับเปลี่ยนวิธีการทำงานได้ทันท่วงทีก่อนที่จะเสียเวลาและค่าใช้จ่ายเพิ่มเติม
ทุกกิจกรรมที่ดำเนินการต้องกำหนดเป้าหมายให้ชัดเจน เพื่อวางแผนการทำงานอย่างเป็นขั้นตอนซึ่งจะช่วยให้การดำเนินงานประสบผลสำเร็จทีละขั้นตอน ดังนั้นทุกขั้นตอนของการทำงานต้องสามารถทำให้บรรลุเป้าหมายได้
การกำหนดกรอบเวลาที่ชัดเจนจะช่วยให้การวางแผนงานต้องรอบคอบ และประเมินความคืบหน้าของกิจกรรมได้ง่ายขึ้น ดังนั้นทุกขั้นตอนการทำงานควรกำหนดผู้ที่รับผิดชอบให้ชัดเจนเพื่อให้การบริหารกิจกรรมได้อย่างมีประสิทธิภาพที่ดีขึ้น
การดำเนินกิจกรรมการปรับปรุงให้ประสบผลสำเร็จ ควรบริหารตามหลักการ SMART คือ
S: Specific คือ การเฉพาะเจาะจงหรือกำหนดวัตถุประสงค์ที่ชัดเจน
M: Measurable คือ การวัดค่าความคืบหน้าของการบรรลุวัตถุประสงค์ได้
A: Achievable คือ การบรรลุผลตามวัตถุประสงค์ได้ อาจแบ่งเป็นขั้นตอนย่อย เพื่อให้บรรลุผล สำเร็จได้ง่ายขึ้น
R: Relevant to objective คือ ความสอดคล้องกับวัตถุประสงค์ของการวางแผนงานและการ ปฏิบัติงาน
T: Time คือ การกำหนดกรอบเวลาที่ชัดเจนเพื่อการดำเนินงานอย่างจริงจัง
นวัตกรรม คือ การเปลี่ยนแปลงทางเทคโนโลยีที่แตกต่างจากสิ่งที่เคยมีในอดีต และนำสิ่งที่คิดค้นพบใหม่ (Inventions) หรือแนวคิดใหม่มาใช้ในการดำเนินธุรกิจ เพื่อสร้างความได้เปรียบเชิงการแข่งขัน ซึ่งนวัตกรรมสามารถนำไปใช้ได้ทุกกระบวนการของธุรกิจ เช่น ผลิตภัณฑ์หรือการบริการ, การผลิต, การบริหารข้อมูล, การกำหนดกลยุทธ์องค์กร, การประชาสัมพันธ์ เป็นต้น
นวัตกรรมมีหลากหลายประเภท เช่น นวัตกรรมผลิตภัณฑ์ (Product innovation) ยกตัวอย่างการพัฒนาผลิตภัณฑ์ตัวใหม่ที่มีรูปแบบหรือสมรรถนะที่ดีขึ้น, นวัตกรรมการบริการ (Service innovation) ยกตัวอย่างการบริการด้านการเงินผ่านระบบอินเทอร์เน็ต, นวัตกรรมกระบวนการ (Process innovation) ยกตัวอย่างการผลิตด้วยระบบแขนกลหรือคอมพิวเตอร์ควบคุม, นวัตกรรมการบริหาร (Management innovation) ยกตัวอย่างการปรับรื้อระบบแบบถอนรากถอนโคน (Reengineering), การบริหารคุณภาพทั่วทั้งองค์กร (Total quality management: TQM), การบริหารระบบการบำรุงรักษาทวีผลที่ทุกคนมีส่วนร่วม (Total productive maintenance: TPM), นวัตกรรมองค์กร (Organisation innovation) ยกตัวอย่างการจัดองค์กรแบบทีมที่มีการบริหารงานข้ามหน่วยงาน (Cross functional team) เป็นต้น การนำเสนอนวัตกรรมให้กับผู้บริโภคเป็นสิ่งที่สำคัญสำหรับการแข่งขัน ซึ่งสาเหตุของการสร้างสรรค์นวัตกรรม ประกอบด้วย
1. นวัตกรรมจากความต้องการของตลาด (Demand-pull innovation) เป็นการสร้างสรรค์สิ่งที่แปลกใหม่ที่ได้รับแรงดึงหรือการกระตุ้นจากความต้องการหรือความคาดหวังของลูกค้า เช่น การสร้างระบบคอมพิวเตอร์เพื่อช่วยในการคำนวณ เป็นต้น

จากรูปที่ 53 พบว่าความต้องการของตลาดที่ได้จากการสำรวจจากกลุ่มลูกค้าเป้าหมาย แล้วนำไปทำการวิจัยและพัฒนาเป็นนวัตกรรมของผลิตภัณฑ์หรือการบริการ เพื่อนำเข้าสู่กระบวนการผลิตหรือการให้บริการโดยที่ฝ่ายขายต้องทำหน้าที่ส่งมอบให้กับผู้บริโภคทันเวลากับความต้องการ
2. นวัตกรรมจากเทคโนโลยีที่มีอยู่ (Technology-push innovation) เป็นการพัฒนาปรับปรุงเทคโนโลยีที่มีอยู่ให้ดียิ่งขึ้น เช่น การนำเทคโนโลยีของกล้องถ่ายรูป, MP3 หรือวิทยุไปใช้กับโทรศัพท์มือถือ

จากรูปที่ 54 พบว่าการค้นพบทางวิทยาศาสตร์หรือการวิจัยและพัฒนาสามารถนำไปผลิตเป็นผลิตภัณฑ์หรือประยุกต์ใช้ในการบริการ โดยที่ฝ่ายการตลาดต้องทำหน้าที่สื่อสารให้ความรู้ความเข้าใจกับนวัตกรรมใหม่นี้ แล้วจึงส่งต่อให้กับฝ่ายขายเพื่อนำเสนอผลิตภัณฑ์ให้กับผู้บริโภค
นวัตกรรมเป็นสิ่งที่มีมูลค่าในตัวเองที่สามารถสร้างผลกำไรให้กับธุรกิจ ด้วยการประยุกต์นวัตกรรมให้สอดคล้องกับความต้องการของผู้บริโภค เมื่อองค์กรได้เรียนรู้นวัตกรรมที่พร้อมจะนำเข้าสู่ตลาด ต้องพิจารณาและกำหนดกลยุทธ์ให้เหมาะสม ซึ่งประกอบด้วย 2 กลยุทธ์ คือ
1. กลยุทธ์การเข้าสู่ตลาดก่อน (First to the market strategy) องค์กรต้องมีนวัตกรรมที่ได้รับการคุ้มครองที่เรียกว่า สิทธิบัตร (Patent) ทำให้องค์กรเป็นผู้ผูกขาด (Monopoly) ในช่วงระยะเวลาหนึ่ง ซึ่งสามารถบริหารและควบคุมทรัพยากร รวมทั้งชี้นำทิศทางตลาดได้ โดยการกำหนดมาตรฐานของนวัตกรรม บางครั้งการเข้าสู่ตลาดก่อนจะสร้างความได้เปรียบเชิงการแข่งขันในระยะยาวเพราะได้เรียนรู้และเข้าถึงแหล่งทรัพยากร, ข้อมูล และผู้บริโภคมากกว่าคู่แข่งในอนาคต
2. กลยุทธ์การเป็นผู้ตาม (Follower strategy) องค์กรที่เป็นผู้ตามจะสร้างความได้เปรียบจากการเรียนรู้ความผิดพลาดหรือจุดอ่อนของนวัตกรรมหรือการบริหารนวัตกรรม พฤติกรรม, การเรียนรู้ และการยอมรับนวัตกรรมของผู้บริโภคทำให้ผู้ตามสามารถประหยัดต้นทุนในช่วงการแนะนำได้ ซึ่งเพิ่มขีดความสามารถการพัฒนาและปรับปรุงนวัตกรรมให้ได้รับความสนใจและง่ายต่อการเพิ่มส่วนแบ่งการตลาด

จากรูปที่ 55 พบว่ากลยุทธ์การเข้าสู่ตลาดก่อนจะรายจ่ายที่สูงกว่าและมีระยะเวลาการนำเสนอนวัตกรรมที่นานกว่ากลยุทธ์การเป็นผู้ตาม บางครั้งอาจพบว่ารายรับของกลยุทธ์แรกจะมีความชันที่น้อยกว่า เพราะผู้บริโภคกำลังเรียนรู้นวัตกรรมก่อนการตัดสินใจซื้อ ในขณะที่การดำเนินกลยุทธ์การเป็นผู้ตามจะมีรายรับที่สูงมากกว่า เนื่องจากกลุ่มผู้บริโภคกำลังขยายตัวอย่างต่อเนื่อง
แต่ละขั้นตอนตั้งแต่การวิจัย, การพัฒนา, การผลิต, การตลาด และการขาย จะมีต้นทุนผูกพัน (Committed Cost) เกิดขึ้นเป็นต้นทุนซึ่งเกิดจากการดำเนินการแต่ละกิจกรรมที่สะสมมากขึ้นตามลำดับ หากการดำเนินกิจกรรมใดประสบความล้มเหลวจะเกิดความสูญเสียกับค่าใช้จ่ายในการดำเนินทุกกิจกรรมที่ผ่านมา ดังนั้นจึงต้องพิจารณาไตร่ตรองแต่ละขั้นตอนอย่างรอบคอบ ต้นทุนผูกพันนี้เกิดขึ้นต้องดำเนินโครงการประสบผลสำเร็จ มิเช่นนั้นจะเป็นค่าใช้จ่ายที่เป็นผลให้กำไรลดน้อยลง และอาจส่งผลให้ต้นทุนผลิตภัณฑ์สูงขึ้นด้วย
 นวัตกรรมจากเทคโนโลยีที่มีอยู่ (Technology-push innovation) เป็นการพัฒนาปรับปรุงเทคโนโลยีที่มีอยู่ให้ดียิ่งขึ้น
เช่น การนำเทคโนโลยีของกล้องถ่ายรูป, MP3
หรือวิทยุไปใช้กับโทรศัพท์มือถือ
นวัตกรรมจากเทคโนโลยีที่มีอยู่ (Technology-push innovation) เป็นการพัฒนาปรับปรุงเทคโนโลยีที่มีอยู่ให้ดียิ่งขึ้น
เช่น การนำเทคโนโลยีของกล้องถ่ายรูป, MP3
หรือวิทยุไปใช้กับโทรศัพท์มือถือ
ไม่มีความคิดเห็น:
แสดงความคิดเห็น